
はじめに
製造業では、新旧工程の比較や品質改善、設備評価など、さまざまな場面で統計的仮説検定が用いられます。しかし、どれほど優れた評価方法を用いたとしても、サンプルサイズ(n数)が不足していては、本来存在する差を検出できない可能性があります。
このような問題を防ぐために重要なのがサンプルサイズ設計です。
一方で、サンプルサイズ設計の方法は検定ごとに異なります。
例えば、
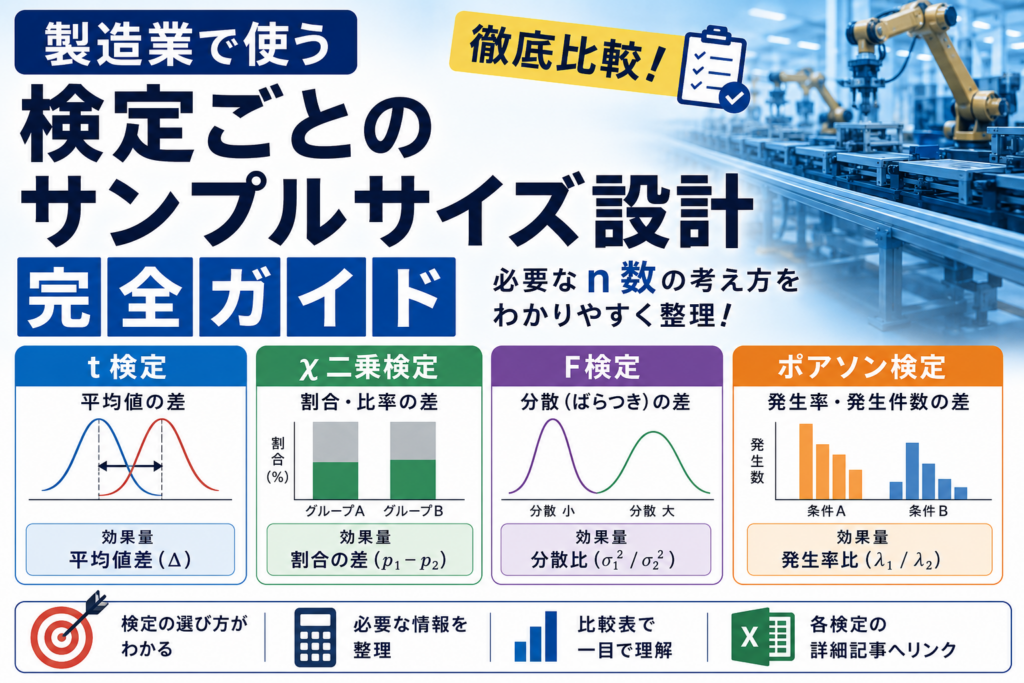
✅平均値を比較する場合はt検定
✅不良率を比較する場合はχ二乗検定
✅工程のばらつきを比較する場合はF検定
✅故障件数や異物件数を比較する場合はポアソン検定
というように、比較対象によって使用する検定が変わります。
この記事では、製造業で頻繁に使用される4種類の統計的仮説検定について、サンプルサイズ設計の考え方や必要となる情報を比較しながら解説します。詳細な計算方法については、それぞれの個別記事で詳しく紹介しています。
サンプルサイズ設計の考え方はどの検定でも共通

使用する検定が異なっても、サンプルサイズ設計の基本的な考え方は共通しています。
どの検定でも、必要となる情報は以下の4つです。
| 項目 | 意味 |
|---|---|
| 有意水準(α) | 「差がある」と判断する基準となる確率です。一般的には5%(0.05)がよく使用されます。 |
| 検出力(Power) | 実際に差があるときに、その差を正しく検出できる確率です。一般的には80%(0.8)以上が推奨されます。 |
| 効果量(検出したい差) | 検出したい差の大きさです。差が小さいほど、多くのサンプル数が必要になります。 |
| データのばらつき | 測定値の散らばりの大きさです。ばらつきが大きいほど、多くのサンプル数が必要になります。 |
有意水準は「本当は差がないにもかかわらず差があると判断してしまう確率」を表し、一般的には5%(α=0.05)が使用されます。
検出力(Power)は、本当に差が存在するときに、その差を検出できる確率です。多くの場合は80%以上が採用されます。
さらに、どの程度の差を検出したいかを示す「効果量」と、データのばらつきが分かれば、必要となるサンプルサイズを見積もることができます。
詳しい考え方や計算方法については、以下の記事で詳しく解説しています。
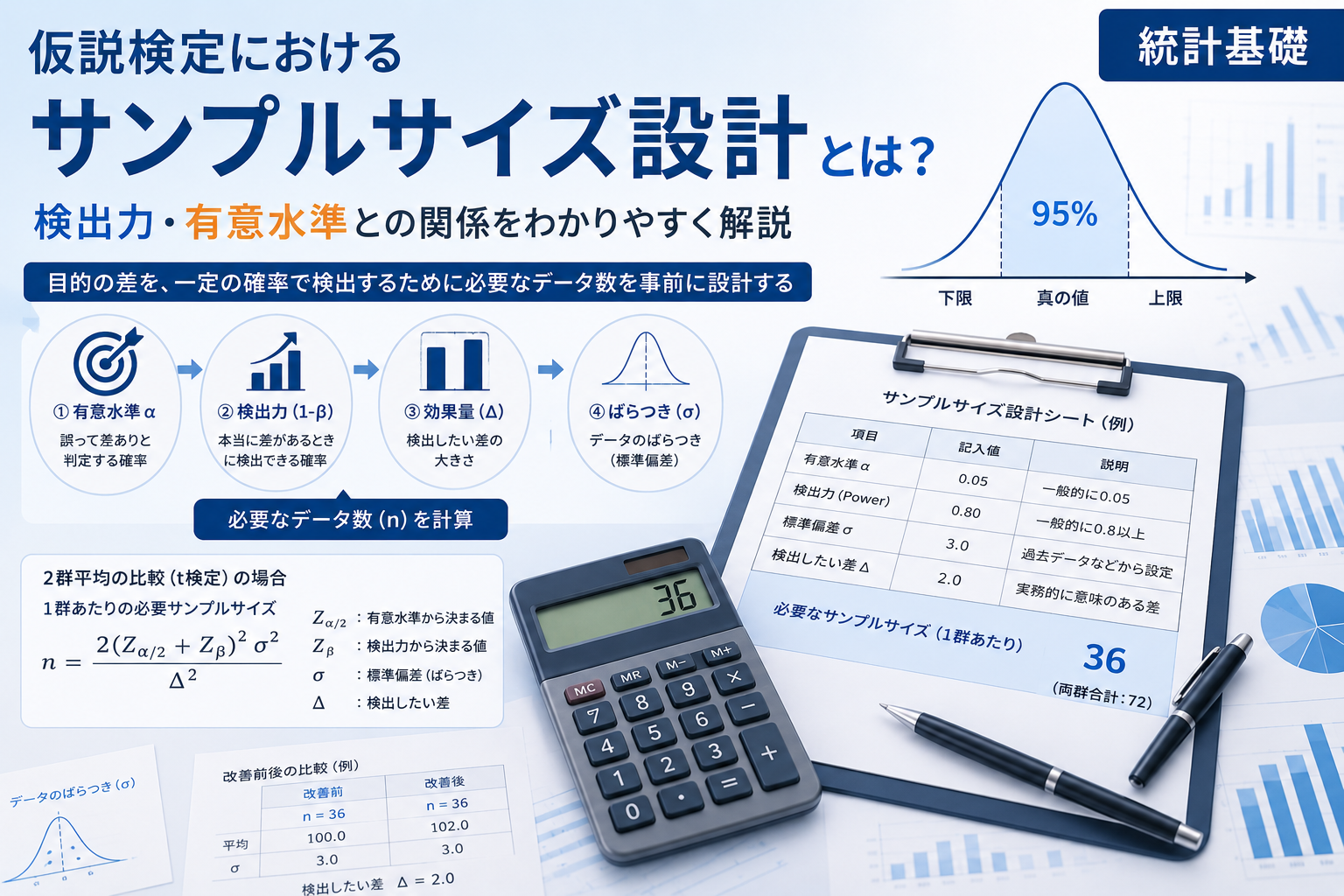
サンプルサイズ設計は、必要なデータ数を事前に決めるための重要な手法です。有意水準・検出力・効果量との関係や、適切なサンプル数の考え方を図解付きでわかりやすく解説しています。
検定によって変わるのは「効果量」
サンプルサイズ設計で最も重要になるのが効果量です。
効果量とは、「どれくらいの差を検出したいのか」を表す指標ですが、その定義は検定によって異なります。
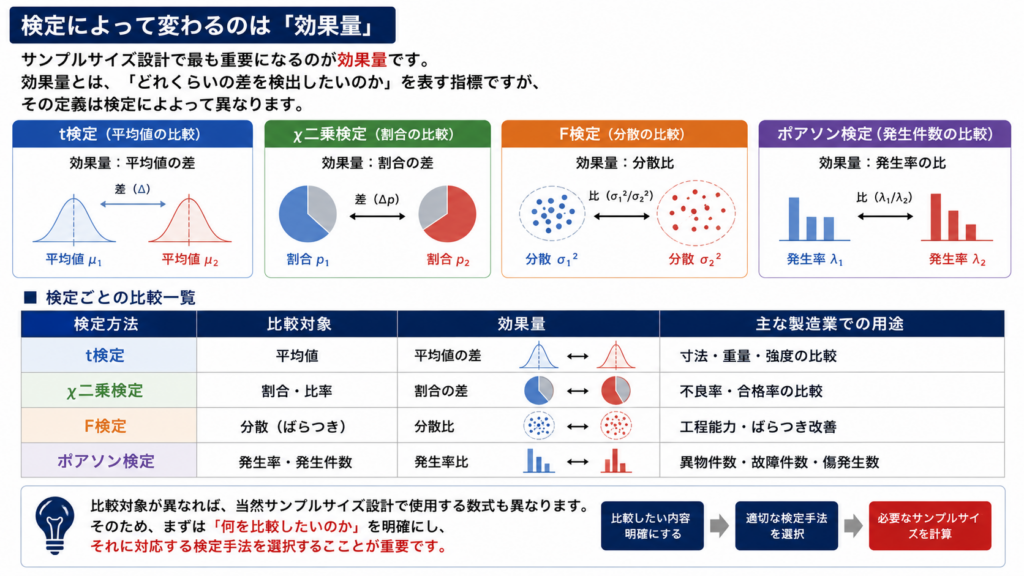
例えば、平均値を比較するt検定では「平均値の差」が効果量になります。一方、不良率を比較するχ二乗検定では「割合の差」、工程のばらつきを比較するF検定では「分散比」、発生件数を比較するポアソン検定では「発生率の比」が効果量となります。
つまり、サンプルサイズ設計の考え方は共通していても、「何を差として扱うか」が検定ごとに異なるため、それぞれ異なる数式を用いて必要なn数を求めることになります。
検定ごとの比較一覧
以下に、製造業でよく使用される検定手法とその効果量について一覧にまとめます。
| 検定方法 | 比較対象 | 効果量 | 主な製造業での用途 |
|---|---|---|---|
| t検定 | 平均値 | 平均値の差 | 寸法・重量・強度の比較 |
| χ二乗検定 | 割合・比率 | 割合の差 | 不良率・合格率の比較 |
| F検定 | 分散(ばらつき) | 分散比 | 工程能力・ばらつき改善 |
| ポアソン検定 | 発生率・発生件数 | 発生率比 | 異物件数・故障件数・傷発生数 |
比較対象が異なれば、当然サンプルサイズ設計で使用する数式も異なります。
そのため、まずは「何を比較したいのか」を明確にし、それに対応する検定手法を選択することが重要です。
サンプルサイズ設計は、必要なデータ数を事前に決めるための重要な手法です。有意水準・検出力・効果量との関係や、適切なサンプル数の考え方を図解付きでわかりやすく解説しています。
t検定におけるサンプルサイズ設計

t検定は、2群の平均値に統計的な差があるかを判定するための代表的な仮説検定です。
製造業では、次のような平均値の比較によく利用されています。
・加工寸法の平均値比較
・製品重量の平均値比較
・引張強度の平均値比較
・硬度の平均値比較
サンプルサイズ設計では、以下の4つの要素をもとに必要なサンプル数(n数)を計算します。
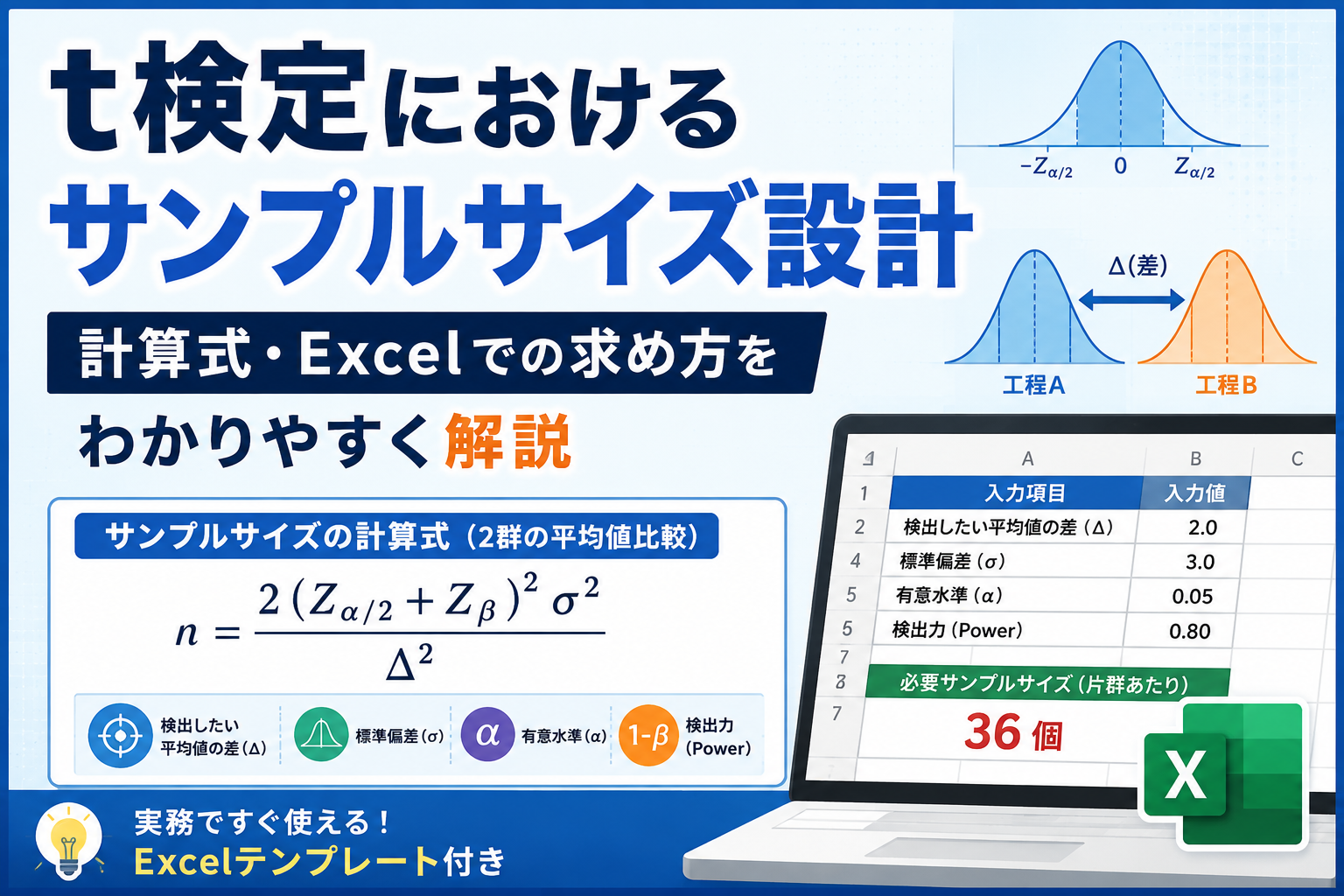
・検出したい平均値の差(Δ)
・データの標準偏差(σ)
・有意水準(α)
・検出力(Power)
検出したい平均値の差が小さいほど、またデータのばらつき(標準偏差)が大きいほど、十分な検出力を確保するために多くのサンプル数が必要になります。
t検定のサンプルサイズ設計では、これら4つの要素の関係を正しく理解することが重要です。
具体的な計算式やExcelを用いたサンプルサイズの求め方については、以下の記事で詳しく解説しています
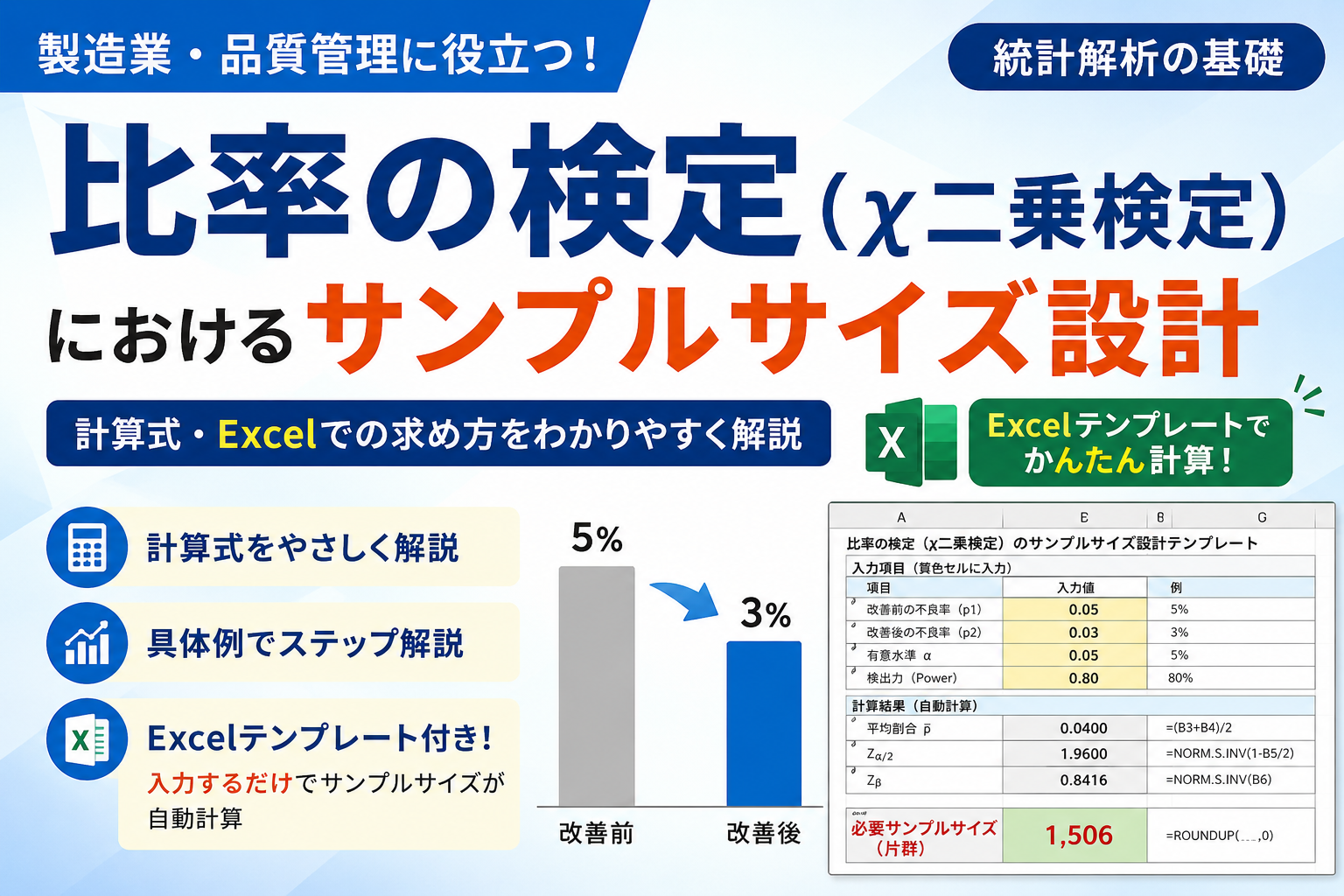
χ二乗検定におけるサンプルサイズ設計
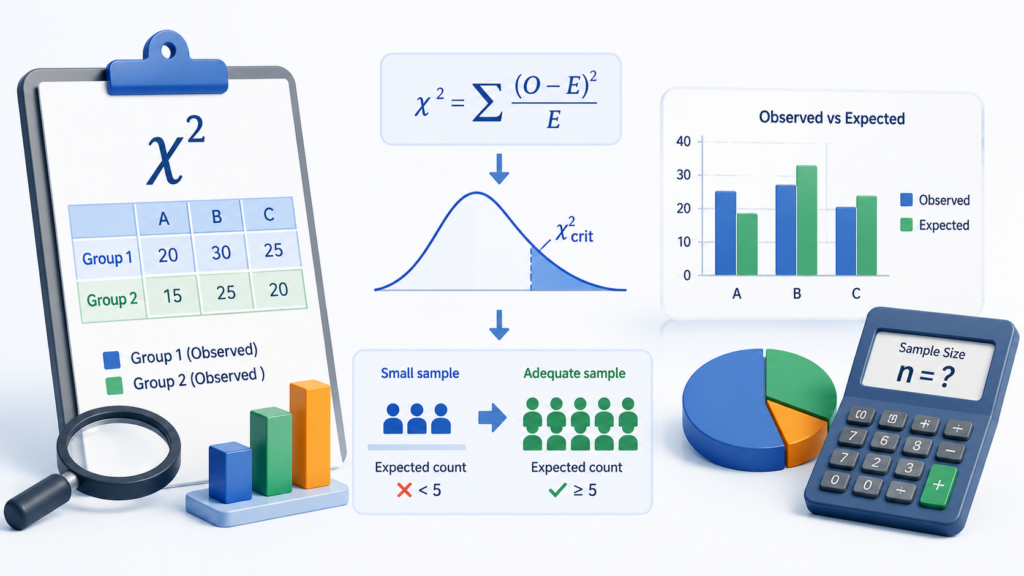
χ二乗検定は、2群の割合や比率に統計的な差があるかを判定するための代表的な仮説検定です。
品質管理では、次のような割合の比較によく利用されています。
・不良率の比較
・合格率の比較
・不適合率の比較
サンプルサイズ設計では、以下の要素をもとに必要なサンプル数(n数)を計算します。
・比較したい2つの割合
・有意水準(α)
・検出力(Power)
比較したい2つの割合の差が小さいほど、その差を検出するためには多くのサンプル数が必要になります。
χ二乗検定のサンプルサイズ設計では、十分な検出力を確保できるサンプル数を事前に設定することが重要です。
具体的な計算式やExcelを用いたサンプルサイズの求め方については、以下の記事で詳しく解説しています。
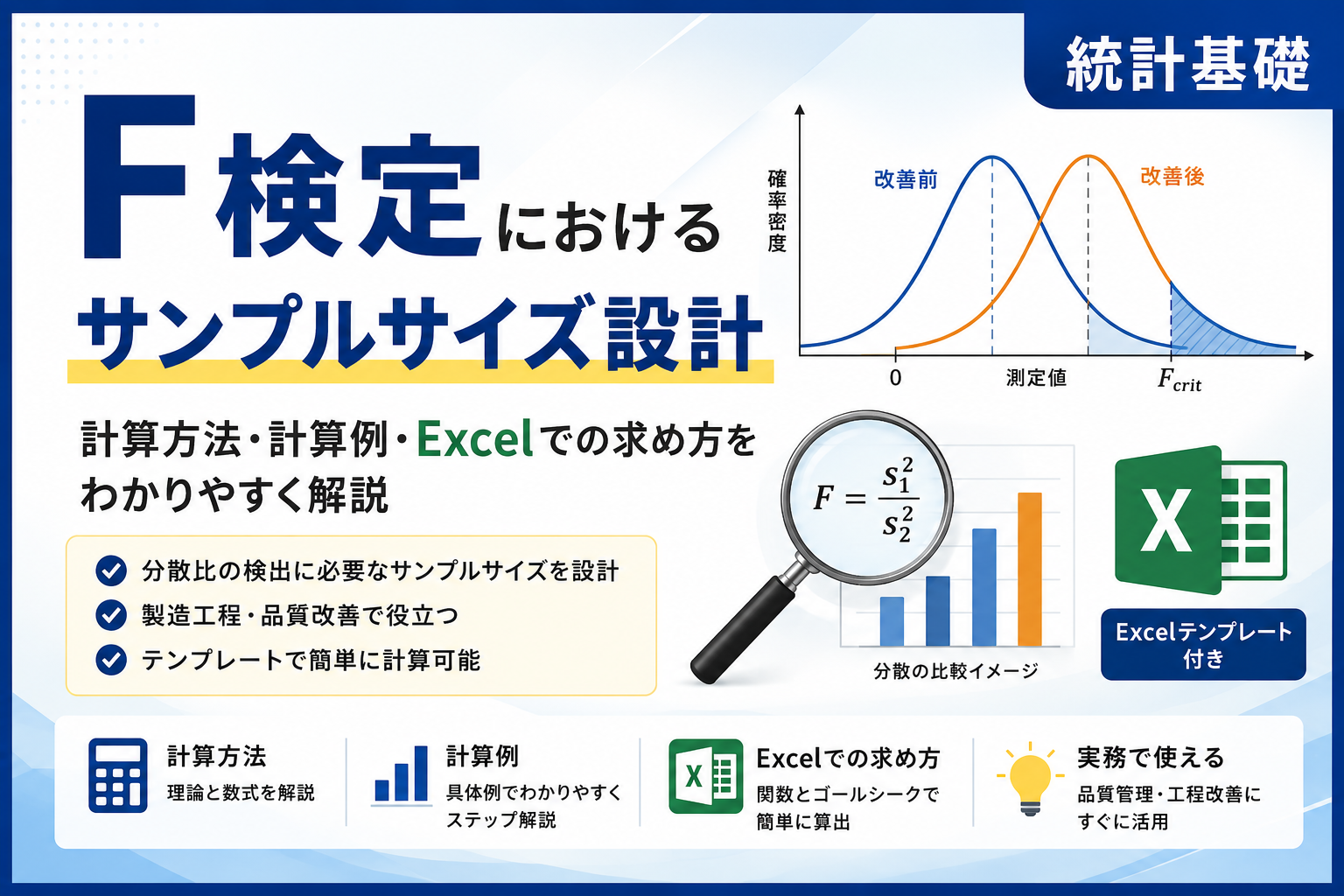
F検定におけるサンプルサイズ設計

F検定は、2つの群の分散(ばらつき)を比較するための検定です。
製造業では、次のようなばらつきの比較によく利用されています。
・工程改善前後のばらつき比較
・設備更新前後の工程能力評価
・加工精度の安定性評価
サンプルサイズ設計では、以下の要素をもとに必要なサンプル数(n数)を計算します。
・比較したい分散比
・有意水準(α)
・検出力(Power)
比較したい分散比が1に近いほど、2群のばらつきの違いを検出しにくくなるため、必要なサンプル数は増加します。
F検定のサンプルサイズ設計では、期待する分散比に応じて適切なサンプル数を事前に設定することが重要です。
具体的な計算式やExcelを用いたサンプルサイズの求め方については、以下の記事で詳しく解説しています。
ポアソン検定におけるサンプルサイズ設計
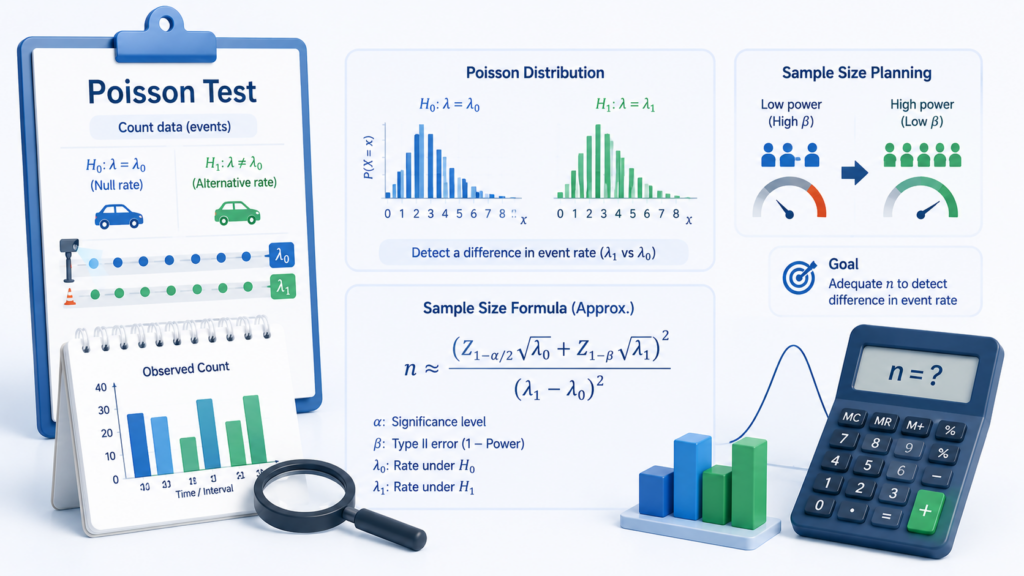
ポアソン検定は、一定時間や一定面積あたりの発生件数に統計的な差があるかを判定するための代表的な仮説検定です。
製造業では、次のような発生件数の比較によく利用されています。
・異物件数の比較
・キズ発生件数の比較
・設備故障件数の比較
・クレーム件数の比較
サンプルサイズ設計では、以下の要素をもとに必要なサンプル数(n数)を計算します。
・発生率
・比較したい発生率比
・有意水準(α)
・検出力(Power)
発生率が低い現象ほど、統計的な差を検出するためには多くのデータを収集する必要があります。
ポアソン検定のサンプルサイズ設計では、対象となる発生率や検出したい発生率比に応じて、適切なサンプル数を事前に設定することが重要です。
具体的な計算式やExcelを用いたサンプルサイズの求め方については、以下の記事で詳しく解説しています。
関連記事:ポアソン検定におけるサンプルサイズ設計
まとめ
サンプルサイズ設計の基本的な考え方は、どの統計的仮説検定でも共通しています。しかし、検定によって比較する対象が異なるため、効果量や計算式も変わります。
そのため、まずは「平均値を比較したいのか」「不良率を比較したいのか」「ばらつきを比較したいのか」「発生件数を比較したいのか」を明確にし、適切な検定方法を選択することが重要です。
本記事では各検定の概要を紹介しましたが、実際にサンプルサイズを計算する際には、それぞれの検定に応じた数式やExcelでの求め方を理解する必要があります。
各検定の詳しいサンプルサイズ設計については、以下の個別記事をご覧ください。
また、このサイトでは統計解析や品質改善に関するご相談も受け付けています。サンプルサイズ設計や仮説検定でお困りの際は、お気軽にお問い合わせください。

統計検定で必ず登場する帰無仮説(H0)と対立仮説(H1)について、考え方から判定方法まで初心者向けに解説しています。
Excel分析ツールを用いたT検定の手順・結果の解釈をわかりやすく解説!

Excel分析ツールを用いたF検定の手順・結果の解釈をわかりやすく解説!