
F検定では、2群の分散を比較するため、事前に必要なサンプルサイズを設計することが重要です。
サンプル数が少なすぎると、本当は分散に差が存在していても、統計的に有意な差を検出できない可能性があります。
本記事では、
✅ F検定のサンプルサイズ設計に必要な要素
✅ サンプルサイズの計算方法
✅ 実際の計算例
✅ Excelで簡単に求める方法
について、製造業での利用を想定しながらわかりやすく解説します。
F検定のサンプルサイズ設計に必要な3つの要素

F検定では比較対象が平均値ではなく”分散(ばらつき)”になります。
サンプルサイズの計算において必要となる情報は以下の3つです。
| 項目 | 内容 |
|---|---|
| 有意水準 | 通常5%(α=0.05) |
| 検出力 | 通常80%以上(Power=0.8) |
| 比較したい分散比(効果量) | σ₁² / σ₂² |
例えば、「改善前の標準偏差が2 mm」「改善後の標準偏差が3 mm」で比較したい場合、分散比は
3² ÷ 2² = 9 ÷ 4 = 2.25
となります。この分散比(σ₁²/σ₂²)が、F検定における効果量に相当します。
分散比が1に近い(両群のばらつきがほとんど同じ)ほど、その差を検出することは難しくなるため、必要なサンプルサイズは増加します。一方、分散比が大きいほど、ばらつきの違いを検出しやすくなるため、必要なサンプルサイズは少なくなります。
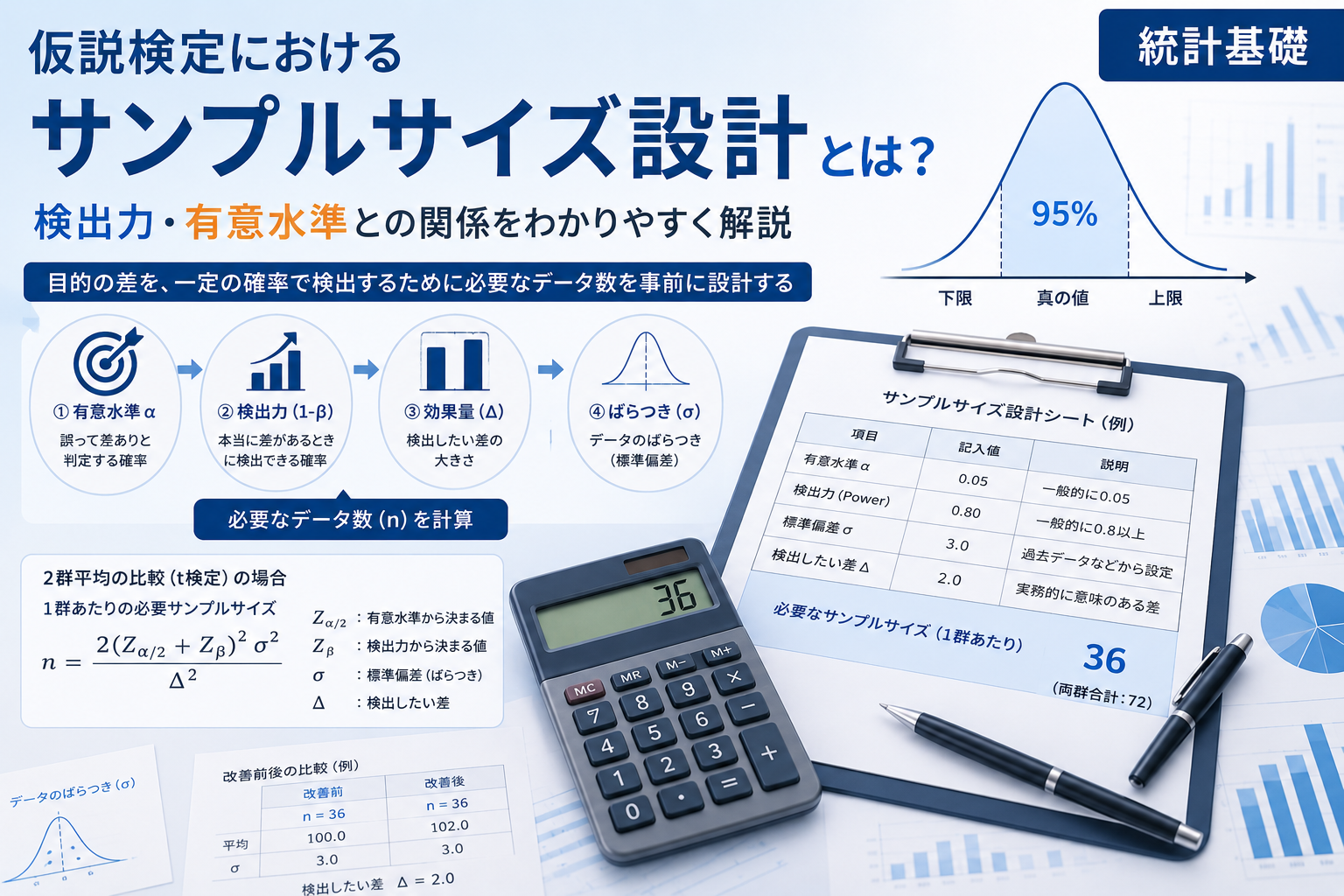
サンプルサイズ設計は、必要なデータ数を事前に決めるための重要な手法です。有意水準・検出力・効果量との関係や、適切なサンプル数の考え方を図解付きでわかりやすく解説しています。
有意水準(α)の意味や第1種過誤との関係、p値との違い、なぜ0.05が広く用いられているのかを、図や具体例を交えてわかりやすく解説しています。
F検定におけるサンプルサイズの考え方

F検定では、2群の分散(ばらつき)に差があるかどうかを検定します。
t検定のように、サンプルサイズを直接求められる近似式は存在せず、有意水準・検出力・比較したい分散比をもとに、非心F分布を用いた反復計算によって必要なサンプルサイズを求めます。
サンプルサイズの計算には、主に次の3つの要素が影響します。
・有意水準(α)
・検出力(Power = 1−β)
・比較したい分散比(σ₁²/σ₂²)
これらの条件から、統計ソフトやExcelの反復計算機能を利用して、必要なサンプルサイズを決定します。
F検定では、次のような特徴があります。
✅ 特徴①:分散比が1に近いほど、必要なサンプルサイズは増加する
例えば、「標準偏差2 mm」と「標準偏差2.2 mm」のように、ばらつきの差が小さい場合は、分散比が1.21となり、両群の違いを検出することが難しくなります。
そのため、統計的に有意な差を検出するには、多くのサンプルが必要になります。
一方、「標準偏差2 mm」と「標準偏差4 mm」のように分散比が4であれば、ばらつきの違いが大きいため、比較的少ないサンプル数でも検出しやすくなります。
✅ 特徴②:有意水準を厳しくするほど、必要なサンプルサイズは増加する
例えば、有意水準を5%から1%へ変更すると、「偶然ではない」と判断する基準が厳しくなります。
その結果、より確実な判定を行うために、多くのサンプルが必要になります。
✅ 特徴③:検出力を高くするほど、必要なサンプルサイズは増加する
検出力とは、「実際に分散の違いが存在するときに、それを正しく検出できる確率」のことです。
一般的には80%以上が推奨されますが、90%や95%を目標とすると、見逃しを減らせる一方で、必要なサンプルサイズは増加します。
つまり、分散比が1に近い場合や、高い検出力・厳しい有意水準を設定する場合ほど、多くのデータが必要になるということです。
実際にサンプルサイズを計算してみよう

具体的な製造工程の改善事例で考えてみましょう。
※F検定のサンプルサイズ計算においては決まった定義式がないため、あくまでイメージを掴む程度になります。具体的な求め方は次項の「Excelサンプルサイズを求める方法」を参照ください。
ある工程改善によって、製品寸法のばらつき(分散)が変化したかを確認したいとします。
条件は以下とします。
検出力(Power):80%
分散比(σ₁²/σ₂²):2.25
上記の条件をもとに、「改善前後で分散比が2.25であること」を検出するために必要なサンプルサイズを求めます。
これらの条件を用いて、非心F分布によるサンプルサイズ計算を実施すると、必要なサンプルサイズは次のようになります。
① 計算条件
- 有意水準:5%
- 検出力:80%
- 分散比:2.25
② 計算結果
③ 必要サンプルサイズ
必要サンプルサイズは約32個/群となりました。
つまり、
・改善前:32個
・改善後:32個
程度のデータを収集することで、改善前後の分散比が2.25である場合、その違いを約80%の確率で検出できるサンプルサイズとなります。
再度になりますが、F検定のサンプルサイズ設計には、t検定のような決まった定義式がありません。そのため、必要なサンプルサイズを求める際は、Excelや統計ソフトを用いて算出することをおすすめします。

Excel分析ツールを用いたF検定の手順・結果の解釈をわかりやすく解説!
Excelでサンプルサイズを求める方法
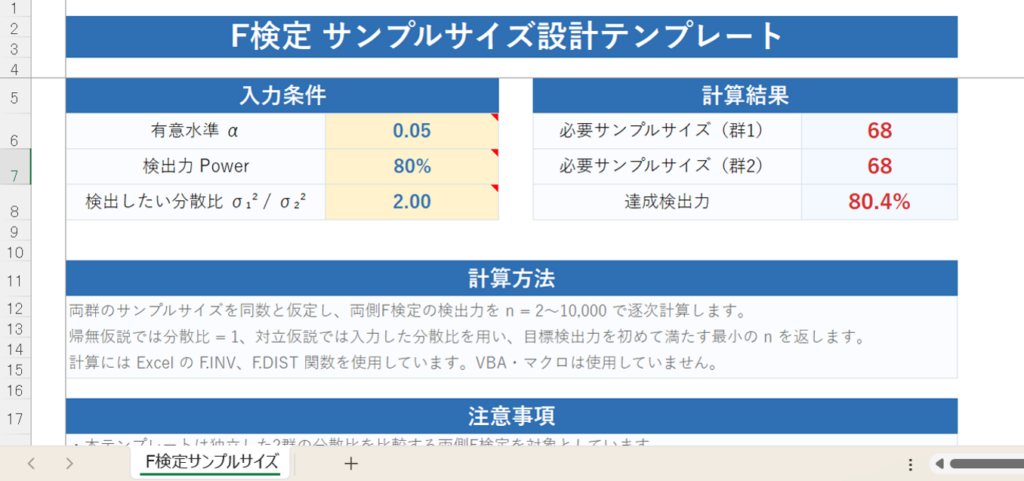
Excelでも簡単に計算できます。計算テンプレートを作成しましたので、ダウンロードして使用してみてください。
「入力条件」の黄色のセルに値を入力することで、F検定を実施する際に必要なサンプルサイズを計算することができます!
よくある質問(FAQ)
「研究・品質改善で統計解析方法に迷っている」
製造業・医療機器分野で統計解析を実践してきた専門家が、
目的に合わせた解析方法の選定から結果解釈までサポートします。