
はじめに
製造業で試験や評価を行い、結果を報告した際に、「この評価ってサンプルサイズ足りているの?」と言われた経験がある技術者の方は多いのではないでしょうか。
品質評価や工程改善では、「何個測定すれば十分なのか?」という疑問が頻繁に発生します。
例えば、新旧工程の比較試験として以下のデータを取得したとします。
・旧工程:10個測定
・新工程:10個測定
この結果を用いてt検定を行い「有意差なし」という結果になった場合、本当に新旧工程に差はないと言えるでしょうか?
実はそうとは限りません。
本当は工程差が存在しているにも関わらず、サンプルサイズが不足していることで差を検出できていない可能性があります。つまり、「有意差なし」という結果は、「差が存在しない」ではなく、「現在のデータ数では差を確認できなかった」という意味になる場合があります。
このような問題を防ぐために重要なのが”サンプルサイズ設計(必要サンプル数の計算)”です。
この記事では、「仮説検定におけるサンプルサイズ設計とは何か」について、製造業での活用例を交えながら詳しく解説します。
・「有意差なし」は差がない証明ではなく、サンプル不足で検出できていない可能性がある
・必要サンプル数は有意水準α・検出力(1−β)・効果量・ばらつきから決まる
・t検定を例に、サンプルサイズの計算式と具体的な求め方を解説
・Excelを使った必要サンプル数の計算方法について紹介
仮説検定におけるサンプルサイズ設計とは?

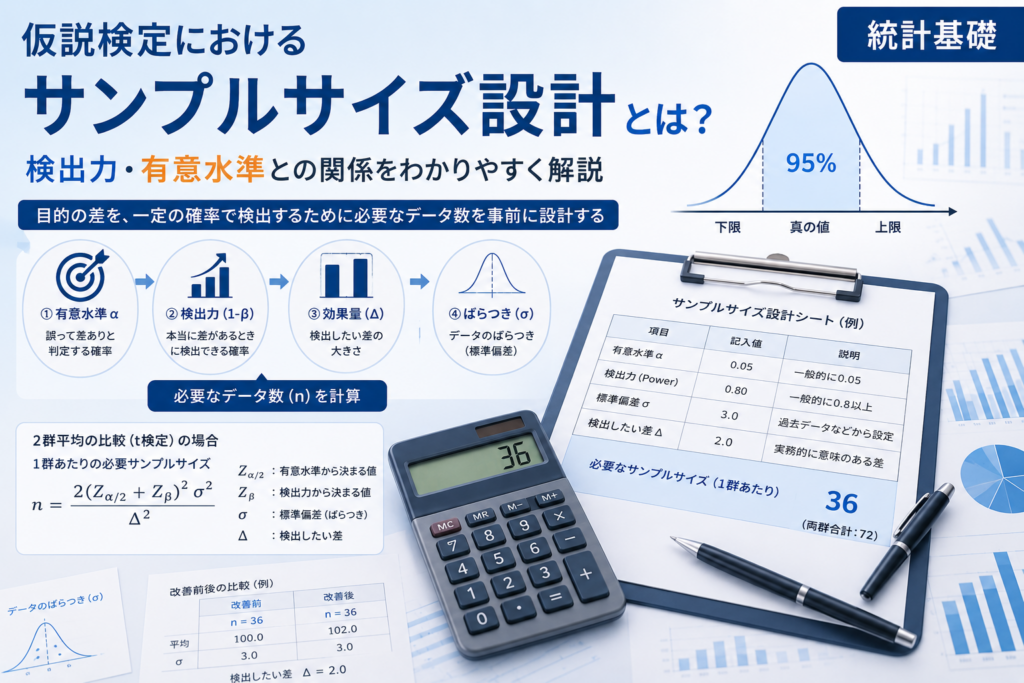
仮説検定におけるサンプルサイズ設計とは、目的とする差や変化を一定以上の確率で検出するために必要なデータ数(n数)を事前に決める方法です。
製造業では、開発評価や工程改善の効果確認など、多くの場面で統計的仮説検定が利用されます。
例えば、以下が該当します
| 検定方法 | 評価する内容 |
|---|---|
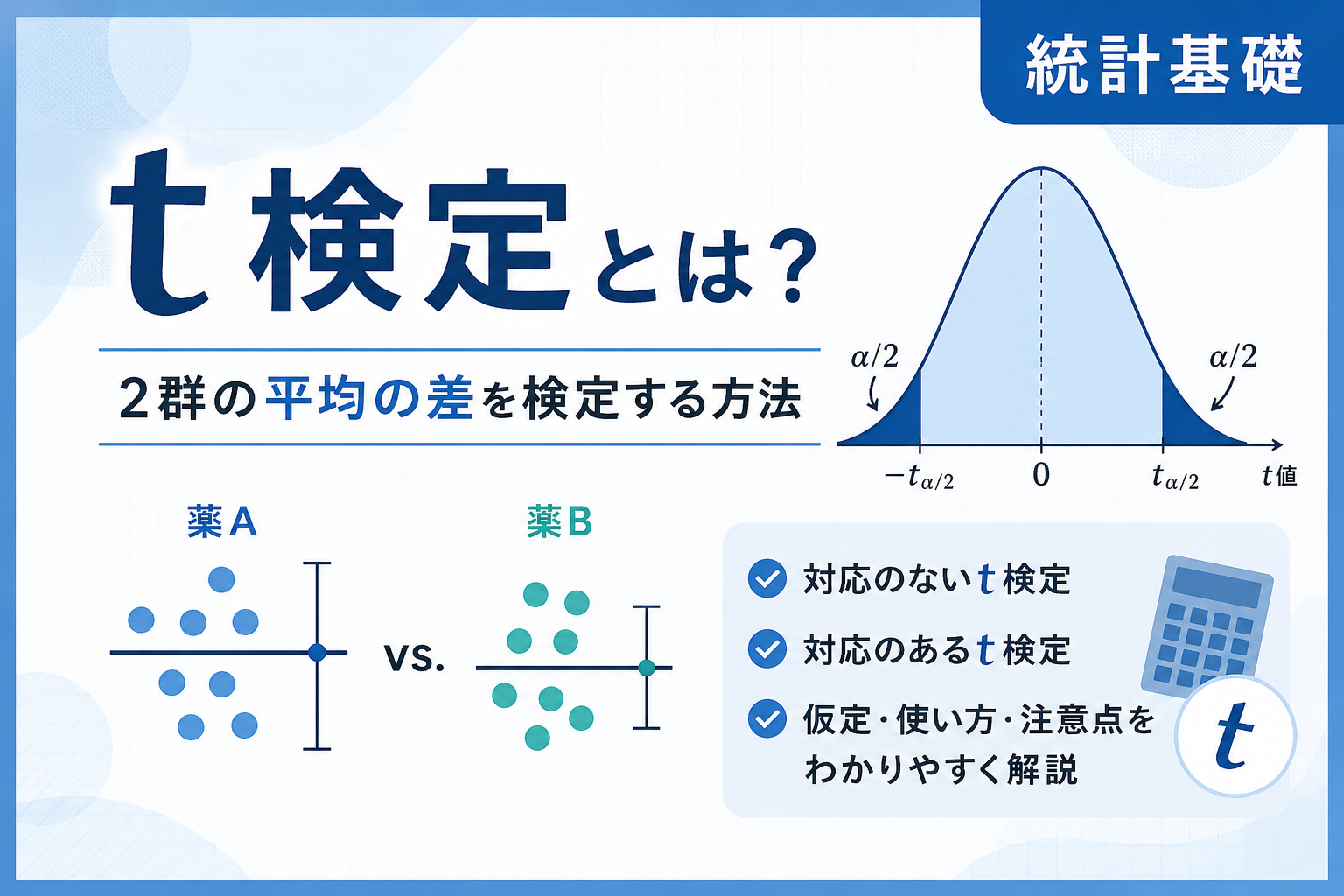
| t検定 | 平均値の差を評価 |
| F検定 | ばらつき(分散)の差を評価 |
| χ二乗検定 | 割合・比率の差を評価 |
| ポアソン検定 | 単位あたり発生件数や発生率を評価 |
これらの検定では、単純に取得したデータを解析するだけではなく、事前に「どれくらいのサンプルサイズが必要なのか」を考えておくことが重要です。
なぜなら、サンプルサイズによって仮説検定の結果は大きく変化するためです。
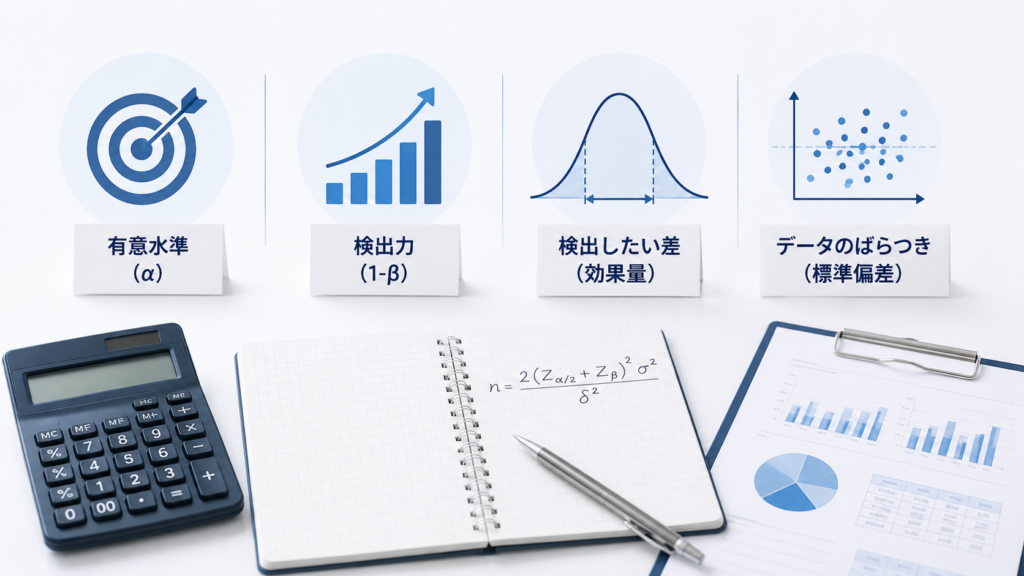
サンプルサイズ設計に必要な4つの要素
基本的に、どの仮説検定でもサンプルサイズ設計に必要な考え方は共通しています。
必要になる要素は以下の4つです。
| 必要な要素 | 意味 |
|---|---|
|
有意水準α (第1種過誤) |
本当は差がないのに「差がある」と判断してしまう確率 |
|
検出力 (1−β) |
本当に差が存在するときに、その差を検出できる確率 |
|
検出したい差 (効果量) |
実務的に意味があると判断したい変化量の大きさ |
|
データのばらつき (標準偏差σなど) |
測定値の変動量。ばらつきが大きいほど必要なサンプルサイズは増加 |
これらを決めることで、「目的とする検定に必要なサンプルサイズ」を計算できます。
ただし、平均値を比較するt検定、割合を見るχ二乗検定など、検定方法によって「差」や「ばらつき」の定義は変わります。
本記事では、まずはt検定をベースに以降は各要素の意味やサンプルいサイズ設計の方法、Excelでのやり方など解説していきます。
① 有意水準α(第1種過誤)
有意水準αとは、本当は差がないにも関わらず、差があると判断してしまう確率です。
“これを第1種過誤”と呼びます。
例えば、α=0.05の場合、
「差がないものを差ありと判断してしまうリスクを5%まで許容する」
という意味になります。
多くの仮説検定では、有意水準5%が一般的に使用されています。
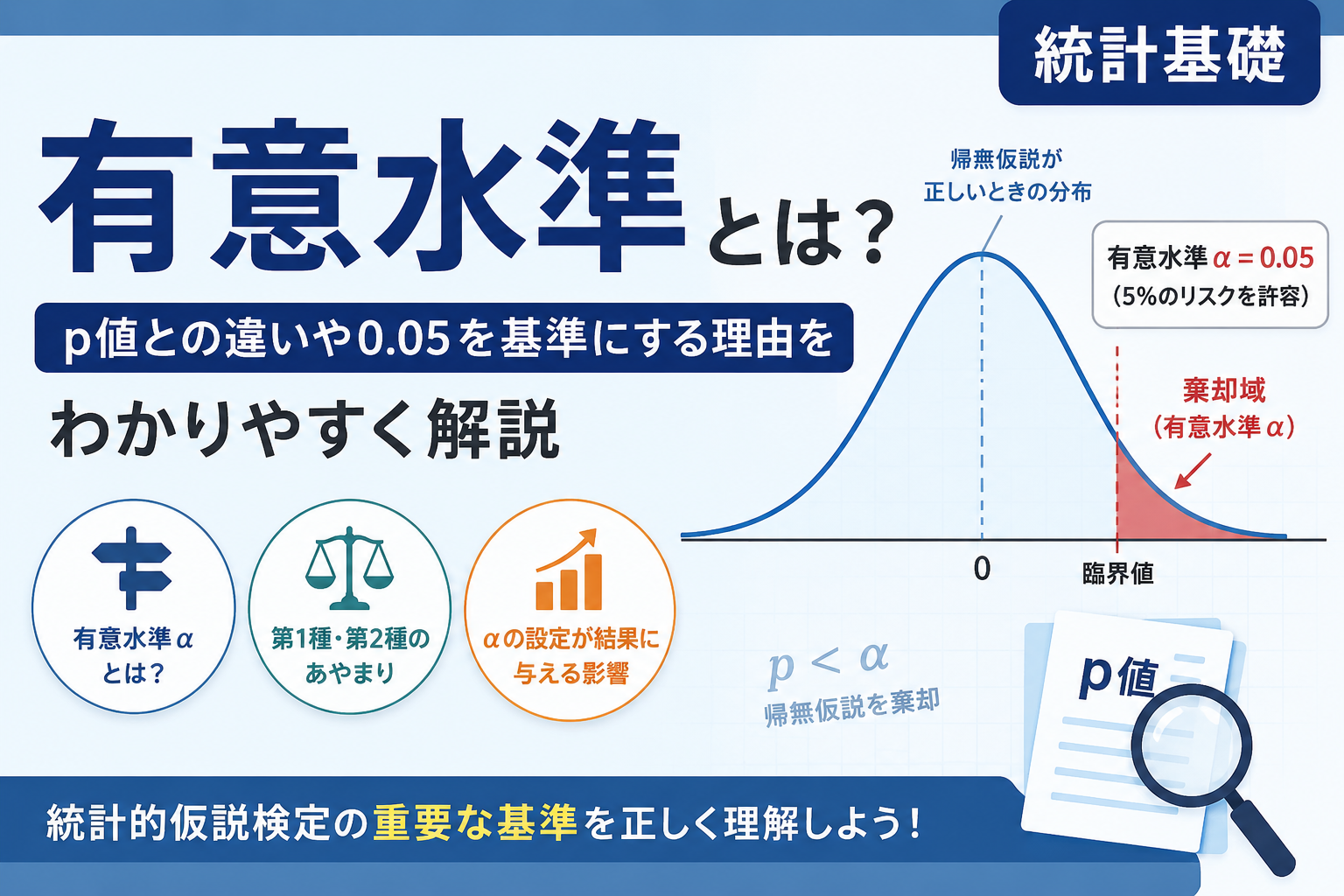
有意水準(α)の意味や第1種過誤との関係、p値との違い、なぜ0.05が広く用いられているのかを、図や具体例を交えてわかりやすく解説しています。
② 検出力(Power)
検出力とは、本当に差が存在するときに、その差を正しく検出できる確率です。
検出力は以下で表されます。
Power = 1−β
βは”第2種過誤”であり、「本当は差があるのに見逃してしまう確率」を意味します。
一般的には、Power = 80%以上を基準にサンプルサイズを設計することが多いです。
③ 効果量(Effect Size)
サンプルサイズ設計で特に重要なのが効果量です。
効果量とは、「どれくらいの大きさの差を検出したいか」を表します。
平均値比較の場合、考慮すべき効果量として”平均値差”です。
d = |μ1−μ2|
小さい差まで検出したい場合は、より多くのサンプルサイズが必要になります。重要なのは、「統計的に差を出したい」ではなく、工程や品質として意味のある差を事前に決めることです。
④ データのばらつきσ
最後に重要なのがデータの”ばらつき”です。
同じ平均差が存在していても、ばらつきが大きいほど検出は難しくなります。
例えば、製品寸法を比較する場合、
・ばらつき小:100.1、100.2、99.9
・ばらつき大:95、103、101
では、同じ平均差でも後者の方が多くのデータ数が必要になります。これは、同じ平均値差でもバラつきの大きいとその変動に埋もれてしまうためです。
サンプルサイズの計算式
ここでは、製造業でも使用頻度の高い「2群の平均値比較(2標本t検定)」を例に、サンプルサイズの計算方法について解説します。
2つの工程や条件を比較する場合、片方の群で必要となるサンプルサイズは以下の式で近似できます。
・n:各群で必要なサンプルサイズ
・Zα/2:有意水準αから決まる値
・Zβ:検出力から決まる値
・σ:データの標準偏差
・Δ:検出したい平均値の差
この式を見ると、サンプルサイズを決める要因が理解できます。
・標準偏差σが大きいほど、データのばらつきが大きくなるため必要なサンプルサイズは増加します。
・一方で、検出したい差Δが大きい場合は、変化を見つけやすいため少ないサンプル数で判断できます。
つまり、「ばらつきが大きい工程で、小さい差を検出したい場合ほど、多くのデータが必要になる」ということです。
サンプルサイズ計算例|工程改善前後の比較(t検定)

具体的な製造工程の改善事例で考えてみましょう。
ある工程改善によって、製品寸法の平均値が変化したか確認したいとします。
条件は以下とします。
・改善前後で検出したい差:2mm
・標準偏差:3mm
・有意水準α:0.05
・検出力:80%
まず、有意水準α=0.05の場合、Zα/2=1.96になります。
また、検出力80%の場合、β=0.2となるため、Zβ=0.84になります。
n = 2(Zα/2 + Zβ)2σ2 Δ2
n = 2(1.96 + 0.84)2 × 32 22
(1.96 + 0.84)2
= 2.82
= 7.84
2 × 7.84 × 32
= 2 × 7.84 × 9
= 141.12
n = 141.12 ÷ 22
= 141.12 ÷ 4
= 35.28
n = 35.28 ≒ 36個
(片群あたり)
今回の場合、
・改善前:36個
・改善後:36個
合計72個程度の測定データを準備することで、t検定を実施した際、2mm以上の差を約80%の確率で検出できる設計になります。
Excelでサンプルサイズを求める方法

先ほどは手計算によるサンプルサイズの求め方を紹介しましたが、実務ではExcelを利用して計算する方が効率的です。
サンプルサイズの計算では、有意水準や検出力から標準正規分布の値(Z値)を求める必要があります。
Excelでは、NORM.S.INV関数を使用することで簡単にZ値を取得できます。
まずは、有意水準5%(両側検定)の場合を見てみましょう。
サンプルサイズ設計では、有意水準や検出力に対応するZ値を求める際に使用します。
計算結果はZα/2=1.96になります。
続いて、検出力80%の場合は以下のように入力します。
計算結果はβ=0.84となります。
ここまで求めた値を、サンプルサイズの計算式へ代入してみます。
Zα/2 = =NORM.S.INV(1-0.05/2) = 1.96
Zβ = =NORM.S.INV(0.8) = 0.84
=2*(1.96+0.84)^2*3^2/2^2
=2*(2.8)^2*9/4
=2*7.84*9/4
=141.12/4
=35.28
36個
(片群あたり)
上記の関数を組み合わせることで、Excelを用いて効率的にサンプルサイズ設計と行うことができました。
また、実務ベースでは以下の関数を作成すると、1操作で計算することもできるためおすすめです。
この式では、有意水準5%、検出力80%、標準偏差3、検出したい差2mmの場合の片群あたりの必要サンプルサイズを計算しています。
その他の検定におけるサンプルサイズ設計
ここまで、2群平均値比較(t検定)を例としてサンプルサイズ設計を説明しました。必要な考え方は他の仮説検定でも同じです。
ただし、何を「差」と考えるかは検定によって異なります。
以下に製造業の分野で頻出の統計的仮説検定の手法を整理しました。
これらの検定ごとのサンプルサイズ設計については、以下の記事で詳しく解説しています。
| 検定方法 | 評価対象 |
|---|---|
| t検定 | 平均値の差 |
| χ二乗検定 | 割合・比率の差 |
| F検定 | 分散(ばらつき)の差 |
| ポアソン検定 | 単位あたり発生率・発生件数 |
関連記事:「製造業で使う検定ごとのn数設計完全ガイド」
まとめ
今回は、仮説検定におけるサンプルサイズ設計について解説しました。
仮説検定では、単純に取得したデータを解析するだけではなく、試験前に必要なサンプルサイズを決めておくことが重要です。
サンプルサイズが不足している場合、「有意差なし」という結果になったとしても、それは必ずしも「差が存在しない」ことを意味しません。本当は存在する差を検出できていない可能性があります。
適切なサンプルサイズを設計するためには、有意水準αによる誤判定リスク、検出力(Power)、検出したい効果量、データのばらつきを考慮する必要があります。
特に製造業の品質保証や工程改善では、「何となくn=3で評価する」のではなく、「どの程度の差を検出したいのか」から逆算して試験条件を決めることが重要です。
このサイトでは、製造業における統計解析や品質改善に関する相談も受け付けています。
「必要なサンプルサイズを決めたい」「どの統計手法を使えばよいかわからない」などのお困りごとがあれば、最下部のお問い合わせリンクからお気軽にご相談ください。
また、t検定・p値・信頼区間・工程能力解析などについても解説していますので、ぜひ他の記事も確認してみてください。
Excel分析ツールを用いたT検定の手順・結果の解釈をわかりやすく解説!

統計的仮説検定で必ず出てくる「p値」についてわかりやすく解説!
品質管理の超基本_工程能力指数Cpkの意味合い、計算方法まで詳しく解説!
「研究・品質改善で統計解析方法に迷っている」
製造業・医療機器分野で統計解析を実践してきた専門家が、
目的に合わせた解析方法の選定から結果解釈までサポートします。