
はじめに
製造現場や品質管理の場面で、こんな疑問はありませんか?
・加工者AさんとBさん、どちらの仕上がりが安定している?
・設備更新後、ばらつきは本当に減った?
・測定方法を変えたら精度は改善した?
平均値の比較にはT検定を使いますが、ばらつき(分散)の比較には F検定 を使います
この記事では、
・F検定とは何か
・実務での使い方
・Excelでの具体的手順
を初心者向けにわかりやすく解説します。
F検定とは?
F検定とは、2つのデータのばらつき(分散)が同じかどうかを検証する方法です。
主に以下のような場面で用いられます
・AさんとBさんの加工精度は同程度か?
・新設備は旧設備より安定しているか?
平均ではなく「安定性(ばらつき)」を比較する検定である点には注意が必要です
※平均値の比較を行いたい場合は、t検定を用います
また、取り扱うデータとしては”計量値データ”が対象となります
計量値データとは、以下のように「単位のある連続値」が該当します
・寸法(cm)
・速度(km/h)
・重さ(kg)
以降にて、「Excelを用いたF検定の具体的なやり方」と「結果をどう解釈すればよいか?」について学んでいきましょう
事例:加工者AさんとBさんのばらつきを比較
ある製造ラインで、同じ部品を2名の加工者が担当していました。
どちらも図面公差内には収まっているものの、検査担当者からこんな声が上がります。
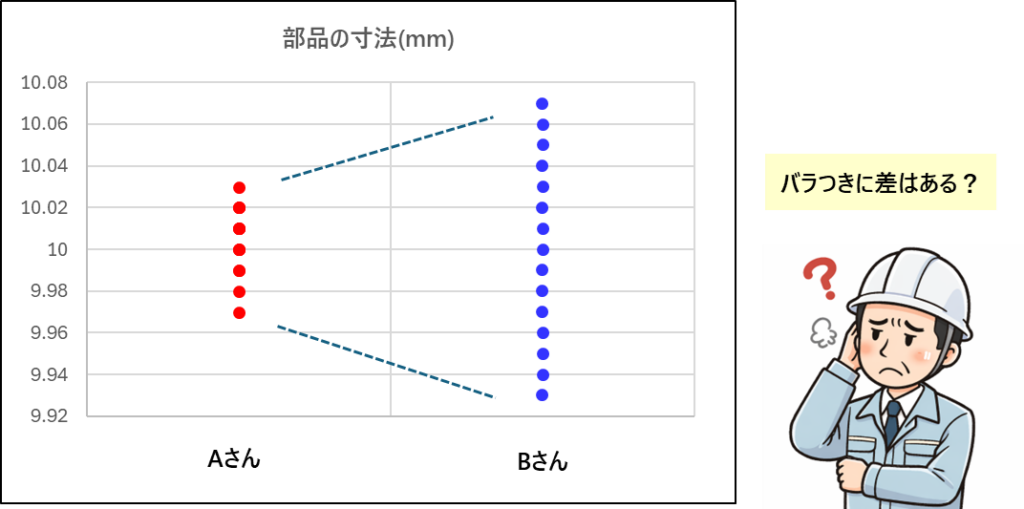
「Aさんの製品は安定しているけど、Bさんのロットは少し寸法が散っている気がする…」現場ではよくある話です。しかし品質会議では、感覚的な評価は通用しません。
・本当にBさんの加工は不安定なのか?
・それとも単なる偶然のばらつきなのか?
・教育や工程見直しが必要なレベルなのか?
これらについて見た目や感覚ではなく、客観的な根拠をもとに結論を下す必要があります
そこで今回は、AさんとBさんそれぞれが加工した部品の寸法データを収集し、
👉 2人の加工精度のばらつきに差があるか
をF検定を用いて検証していきます。
現場の改善判断を左右する、実践的な検証の例として見ていきましょう。
Excelでの実施手順
Excelに「分析ツール」を導入する
Excelには、実は元々「○○検定」や「回帰分析」といった統計手法を行うツールが標準搭載されています。ただし、これらはオプションから追加設定しないと使用することができません
まだ導入していない方は以下のページを参照し、使えるように設定してください

T検定や回帰分析を行えるExcel”分析ツール”を無料で入れる方法を紹介
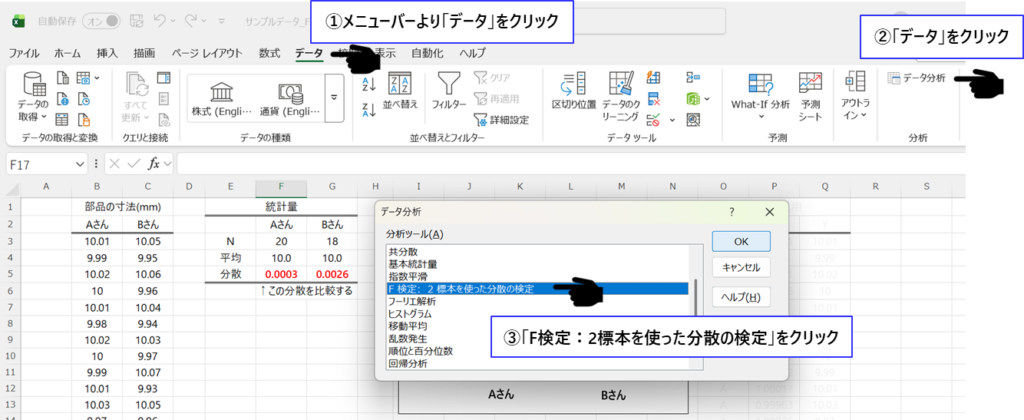
メニューバーより「データ」→「データ分析」→「F検定:2標本を使った分散の検定」
必要情報を入力
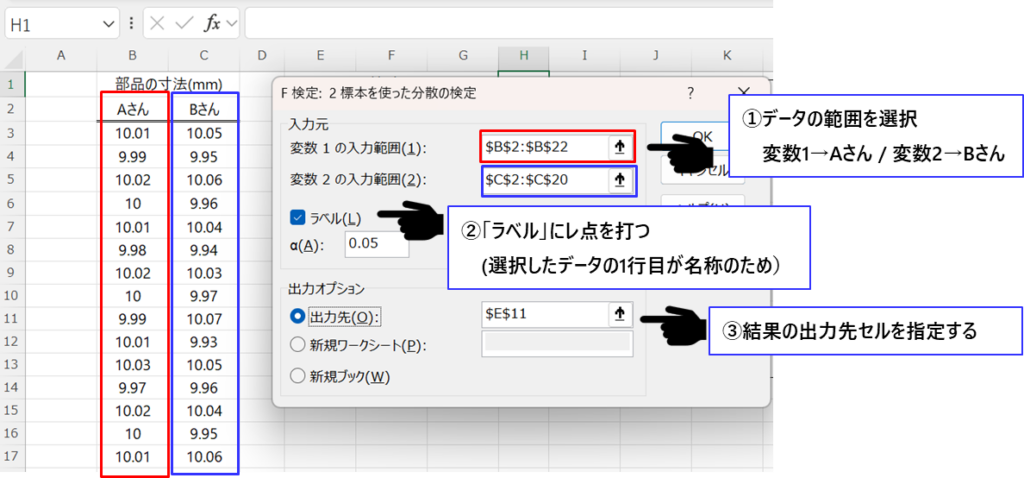
下図に従い、以下の4項目を入力します
①変数1の入力範囲 (Aさんの寸法データ)
②変数2の入力範囲 (Bさんの寸法データ)
③ラベル (データの選択範囲の1行目が名称の場合はレ点)
④出力オプション (そこに結果を出力するか選択する)
結果の解釈
下図の結果を見ていくと色々な統計量が記載されていますが、確認する箇所は2点です
主に、”分散比”と”P値”を確認し、結論を下します
※P値については、F検定は片側P値しか出てこないので両側の場合は×2します
・”分散比”について
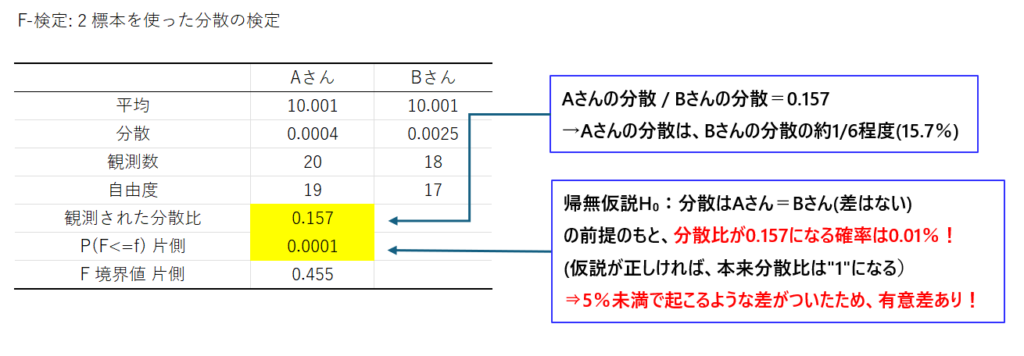
計算式は非常にシンプルで、分散比F=Aさんの分散 / Bさんの分散です。
ここから、「Aさんの分散は、Bさんの分散の何倍か?」を知ることができます
この分散比Fの結果をもとにして「有意差の有無」を判断するのが、後に出てくる”P値”です
・”P値”について
「仮説の下で、今回ついた”分散比”が起こる確率」を示したものです
F検定を含む ”統計的仮設検定”では、まず帰無仮説H₀として「2群間に差はない (分散比=1)」という前提を置きます。その前提のもとで、今回得られた分散比 (事例では0.157) が起こりうる確率を示したものがp値に相当します。
このp値が小さいほど、「偶然には置きづらい程の差が発生している」と判断することができるため、”統計的には両者の平均値際には有意差あり”と判断することができるロジックです
・”P値”の判断基準
統計的慣習としては、「5%より大きいか否か」が基準となります
P < 0.05 → 有意差あり
P ≥ 0.05 → 有意差なし
つまり、事例の結果では加工した部品のバラつきは統計的にも有意にAさん>Bさんであり、
Bさんの加工バラつきを改善(低減)する必要があるという結論に至りました。
F検定を行ったことによって、この結論に統計的根拠を持たせることができたわけです。
※実務視点では、こういった結果を直接現場の作業者の方に公開することはやめたほうが良いです・・・あくまで技術者内での議論に留めましょう💦
まとめと注意点
F検定は「2群間のバラつき」を比較・検証するための統計ツールです。
「作業者Aさん/Bさん間のバラつきの比較」や「バラつき低減の効果検証」といった場面で用いることができます。こちらもt検定同様に、計算の過程で”検定統計量(F値)”や”自由度”といった統計量を使用しますが、結果を解釈するうえでは、”分散比F値”と”P値”の2点を確認することで実務的には結論を下すことができます
◆ポイント
・平均値の比較ではない
・分散(ばらつき)を見る検定である
最後に、よくある間違いポイントについて記載します
検定を行う際以下の点には注意してください(記載内容はt検定と同様です)
・データが少なすぎる
⇒ 小サンプルであるがゆえに、結果が偏る可能性があります
事前に「検定を行う上でのデータ数(サンプルサイズ)は十分か?」を見積もることが重要です
・データの正規性を確認していない
⇒ F検定は「データが正規分布している」ことを前提とした検定手法です
データが正規分布から大きく外れていると結果に影響するため、事前に確認することが重要です
方法としては「正規性の検定」や「尖度・歪度」などがあります
✅あわせて読みたい
・外れ値を確認していない
⇒外れ値がある場合、その値によってバラつきが過剰に増大し、結果に影響することがあります
(片側の群のバラつきが大きくなり、間違った有意差が検出されるなど)
ヒストグラムなどから事前に外れ値の有無を確認し、原因が転記ミスなど明確であれば検定のデータから除去するなど対策することが重要です
✅あわせて読みたい
最後に
現場で統計を使う際は、
「どの手法をどの順番で使うか」が最も重要です。
本サイトでは、ExcelやMinitabを使った
製造現場向けの統計活用方法を体系的に解説しています。
今後、実務者向け統計解析セミナーも開催予定ですので、
興味のある方はぜひ他の記事もご覧ください