はじめに
製造現場では、こんな場面に直面することはありませんか?
・この工程、本当に安定していると言えるのか?
・公差内(または規格内)には入っているが余裕はあるのか?
・改善後、品質はどれだけ向上したのか?
単に「規格に入っているか」だけでは、工程の健全性は判断できません。
そこで使われるのが 工程能力指数 Cpk です。
この記事では、Cpkについて概念・数式・現場でどう使うかなど初心者向けに詳しく解説していきます。
Excelを用いた計算方法についても説明しているので是非確認してみてください!
工程能力指数Cpkとは?
Cpkとは、ひとことで言うと「工程が規格内にどれだけ余裕を持って収まっているかを示す指標」です。
この指標では、
・平均値の位置
・ばらつきの大きさ
・規格との距離
をまとめて評価し数値として表します。
Cpkの計算式
Cpkは規格の形に応じて、次の式で求めます。
①~③の3つの計算式がある点には注意してください。
① 両側規格(USL・LSLがある場合)
Cpk = MIN [(USL − μ) / (3σ), (μ − LSL) / (3σ)]
※上側規格 / 下側規格それぞれのCpkを計算して、値を低い方を採用する
② 上側規格のみ(USLのみ)の場合
Cpk = (USL − μ) / (3σ)
③ 下側規格のみ(LSLのみ)の場合
Cpk = (μ − LSL) / (3σ)
※ μ:平均値
※ σ:標準偏差
Cpkの基準値(目安)
参考として、一般的に広く使われている基準を示します。
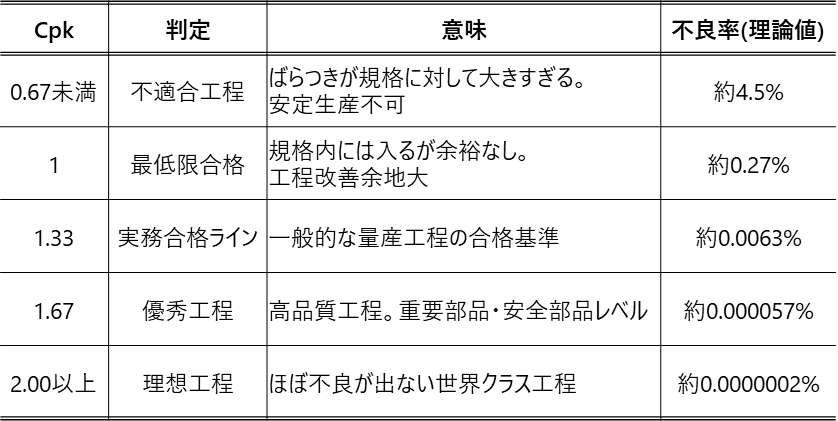
Cpk値が低いと、将来的に不良が発生する可能性が高い工程と判断されます。
一般的には、まず Cpk > 1.0 を目指しましょう。
筆者が勤務していた企業でも、
・通常の工程 → Cpk 1.0以上
・重要工程 → Cpk 1.33以上
を目標値として工程能力改善を進めていました。
ここでいう「重要工程」とは、例えば次のような工程です。
①この工程で不良が出ると製品が即不良になる
②市場で重大事故につながる可能性がある
③後工程で不良が検出しにくい
このような工程では、より高い工程能力が求められます。
事例:自工程の能力を評価する

ある自動車部品メーカーで、シャフト部品の外径仕上げ工程を担当しているラインがありました。
この部品はベアリングと組み合わされるため、外径寸法の精度が非常に重要です。
寸法が大きすぎると圧入できず、小さすぎるとガタつきの原因になります。
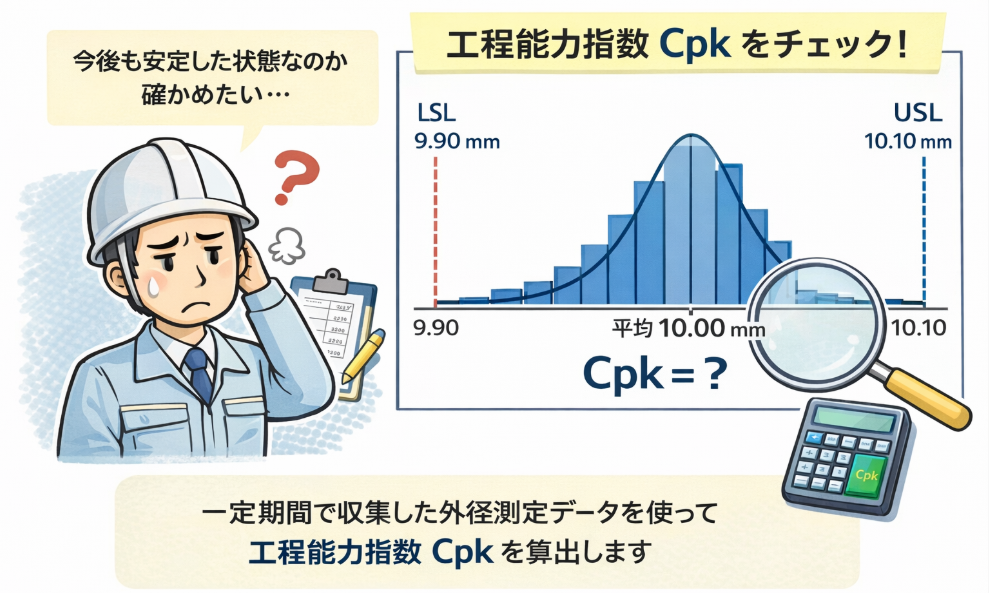
設計図面の規格は以下の通りです。
・上限規格(USL):10.10 mm
・下限規格(LSL):9.90 mm
作業者は旋盤加工後に自工程検査を行い、1時間ごとにサンプルを測定して記録していました。
これまで不良流出は発生しておらず、測定値もすべて規格内に収まっています。
しかし量産数が増えたタイミングで、品質保証部門から次のような指摘がありました。
「今は規格内でも、この工程は将来も安定していると言えるのか?」
「設備摩耗や作業者差が出たとき、余裕はあるのか?」
現場としては問題が起きていないため見過ごしがちですが、
手元のデータすべてが規格内に入っていることと、今後も継続して工程が安定状態にあるかは別問題です。
そこで今回は、一定期間で収集した外径測定データを用いて、
工程能力指数 Cpk を算出し、この工程がどれだけ余裕を持って規格を満たしているかを評価していきます。
次項にて具体的な手順を追っていきましょう。
Excelでの実施手順
ここでは Microsoft Excel を使った計算方法を解説します。
ここでは、実際に収集した測定データを使ってExcelでCpkを算出する手順を説明します。
特別なソフトは不要で、標準的なExcel関数だけで計算可能です。
手順① 測定データを入力する
まず、外径の測定データを1列に入力します。
例)
| B列:測定値(mm) |
|---|
| 10.02 |
| 9.98 |
| 10.01 |
| 9.99 |
| … |
測定順に並んでいればOKです。
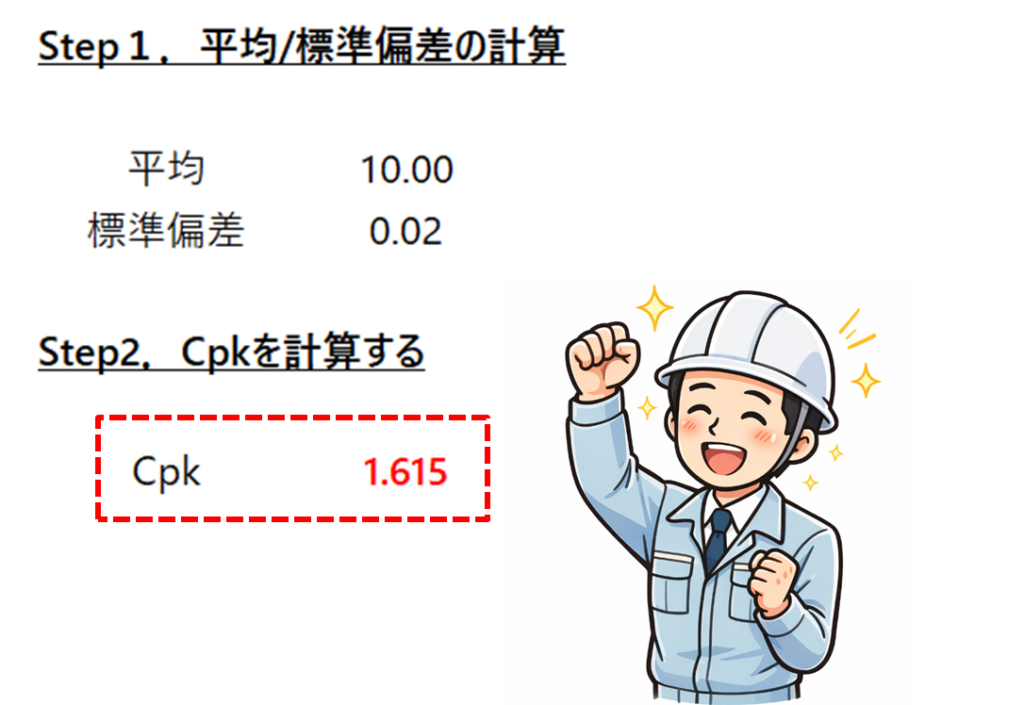
手順② 平均値を求める
平均値は次の関数で計算します。
=AVERAGE(B5:B34)
※データ範囲は実際の行数に合わせて変更してください。
手順③ 標準偏差を求める
標準偏差は次の関数を使用します。
=STDEV.S(B5:B34)
※工程データの場合は STDEV.S を使うのが一般的です。
手順④ Cpkを計算する
平均値をセルH6、標準偏差をH7に計算したとします。
規格は次の値とします。
・USL:10.10
・LSL:9.90
この場合、Cpkは次の式で求められます。
=MIN((10.10-H6)/(3*H7),(H6-9.90)/(3*H7))
これで工程能力指数Cpkが算出できます。
手順⑤ 結果を評価する
算出されたCpk値を、次の目安と比較します。
| Cpk | 評価 |
|---|---|
| 1.33以上 | 十分安定した工程 |
| 1.00〜1.33 | 改善余地あり |
| 1.00未満 | 不良リスク高 |
Cpkが高いほど、工程は規格に対して余裕を持っていると言えます。
今回得られたCpkは1.615であり、上記の表に照らし合わせると「十分に安定した工程」と判断することができます。
そのため品質会議でも「今後に渡って安定して生産活動ができる工程である」と統計的根拠を持って説明することができ、無事に量産を継続することができました。
■ 補足:ヒストグラムも併用すると理解しやすい
数値だけでなく、ヒストグラムを作成すると
・分布の中心位置
・ばらつきの大きさ
・規格との余裕
が直感的に把握できます。
品質改善の議論を行う際にも有効です。
まとめと注意点
Cpkとは、「規格に対する工程の余裕」を数値化した指標です。
Cpkは単に「規格内に入っているか」を確認するための指標ではありません。
工程の平均値とばらつきを踏まえて、
・将来も不良が出にくい工程か
・規格中心からズレていないか
・量産増加に耐えられる余裕があるか
を評価するための指標です。
そのため、現時点で不良が発生していなくても、
Cpkが低い場合は 潜在的なリスクを抱えた工程 と判断されます。
Cpkは正規分布を前提としている
Cpkの計算は、データが正規分布に近いことを前提としています。
例えば次のようなデータでは、Cpkの値だけを信用するのは危険です。
・二山分布になっている
・工具交換前後で分布が変化している
・測定ミスによる外れ値が混入している
このような場合、Cpkは工程の実態を正しく表しません。
Cpkを算出する前に、ヒストグラムや箱ひげ図で分布形状を必ず確認することが重要です。
Cpk/t検定/管理図など多くの統計手法で前提とされている”正規分布”についてわかりやすく解説!
データ数は多いほど信頼性が高い
データ数が少ないと、次のような問題が生じやすくなります。
・標準偏差が安定しない
・Cpk値が大きくブレる
・工程の実態を正しく反映できない
そのため実務では、最低20データ以上、可能であれば30データ以上のデータで評価するのが望ましいとされています。
Cpkが良くても安心しすぎない
Cpkが1.33以上あっても、
・工程平均が徐々にズレていく
・温度変化や設備摩耗の影響を受ける
といった要因により、将来的に工程能力が低下することは珍しくありません。
Cpkはあくまで「ある時点での工程能力」を示す指標です。そのため現場では、
・定期的な再評価
・管理図による工程監視
・設備状態の確認
を組み合わせて運用することが重要です。特に管理図は、工程の異常を早期に検知できる統計的品質管理の基本ツールです。
まだ活用していない方は、ぜひ本ブログ内の記事も参考にしてみてください。
Excelで管理図を柵瀬宇する方法について詳しく解説!
最後に
品質管理では目的に応じて指標を使い分けます。
✅2群間の平均値差を比較する → T検定
✅2群間のバラつきを比較する→F検定
✅工程の余裕を見る→Cpk
Excelを使えば、 特別な統計ソフトなしでも工程能力を評価できます
ぜひ自工程データで試してみてください。

Excel分析ツールを用いたT検定の手順・結果の解釈をわかりやすく解説!

Excel分析ツールを用いたF検定の手順・結果の解釈をわかりやすく解説!