① 属性データのMSAとは何か
前回の記事では、連続値データに対する測定システム評価(GRR)について解説しました。
一方で、現場には「OK / NG」や「良品 / 不良品」といった、数値ではなく分類で判断する検査も多く存在します。
このようなデータを「属性データ」と呼びます。
属性データの測定システム評価では、「ばらつき」ではなく、どれだけ正しく判定できているか(=一致しているか)が重要になります。その評価手法の一つが「クロスタブ法」です。
② 指標一覧(まず全体像を把握)
クロスタブ法では、複数の指標を組み合わせて評価します。
最初に全体像を把握しておくと理解がスムーズです。
| 指標 | 意味 | 何を防ぐか |
|---|---|---|
| 一致率 | 全体の正解率 | 全体的な検査精度の低さ |
| κ係数 | 偶然を除いた一致度 | “たまたま当たっている”誤評価 |
| ミス率 | 誤判定の割合 | 全体的な判定ミス |
| 誤警告率 | 良品を不良と判定 | 過剰廃棄・無駄な手直し |
| 見逃し率 | 不良を良品と判定 | 市場流出・クレーム |
| 感度 | 不良を見つける力 | 不良流出リスク |
| 特異度 | 良品を正しく通す力 | 過剰検査コスト |
👉 重要なのは、1つの指標ではなく組み合わせで評価することです。
③ クロスタブ法の基本的な考え方
クロスタブ法とは、検査結果と真の状態(基準値)を表形式で整理し、
判定の正しさや傾向を評価する方法です。
ここで重要なのは、クロスタブ法では必ず「クロス集計表(クロスタブ表)」を用いて結果を整理する点です。
単なる集計ではなく、「実際の状態」と「判定結果」を縦と横に配置し、それぞれの組み合わせごとの件数を明確にすることで、初めて評価が可能になります。
この表を作ることで、
- 正しく判定できているのか
- どのようなミスが発生しているのか
が一目で分かるようになります。
つまりクロスタブ法とは、
① 「クロス集計表を作ること」から始まり
② そこから各種指標を計算して評価する手法
であるということは覚えておきたいです。
次項以降では、こうしたクロス集計表の結果を用いて算出されるクロスタブの指標について数式に踏み込んで丁寧に説明します。

属性データを集計し見える化するクロス集計表についてわかりやすく解説!
④ 一致率(Accuracy)
一致率は、全体の中でどれだけ正しく判定できたかを示す最も基本的な指標です。
一致率=全判定数正しく判定した数
”一致率”が高ければ、この工程は「良品」「不良品」に関わらず正しく判定できる良検査システムであると判断することができます👍
一方、直感的で分かりやすい反面、この指標だけでは不十分なケースもあります。
例えば、不良がほとんど存在しない工程では、
すべて「良品」と判定するだけで一致率が高くなるケースもあります。(⚠注意)
そのため一致率は「全体としての検査精度が低くないか」を確認する指標として使われます。
これにより防げるのは、以下の不具合です。
- 検査工程全体の精度低下
- 検査が機能していない状態の見逃し
⑤ κ係数(カッパ係数)
κ係数は、一致率から「偶然一致」を差し引いた指標です。
一致率が高くても、それが偶然である可能性を排除し、本当に信頼できる検査かどうかを判断できます。
実務では、
- 検査者が適当に判定している
- 判断基準が曖昧
といった問題を検出するのに有効です。
これにより防げるのは、
- 「一致率が高いからOK」と誤判断するリスク
- 実際には機能していない検査の見逃し
です。先の”一致率”と合わせて、確認しておきたい指標になっています。
k係数については計算式が複雑なので、以下で詳しく解説しています。
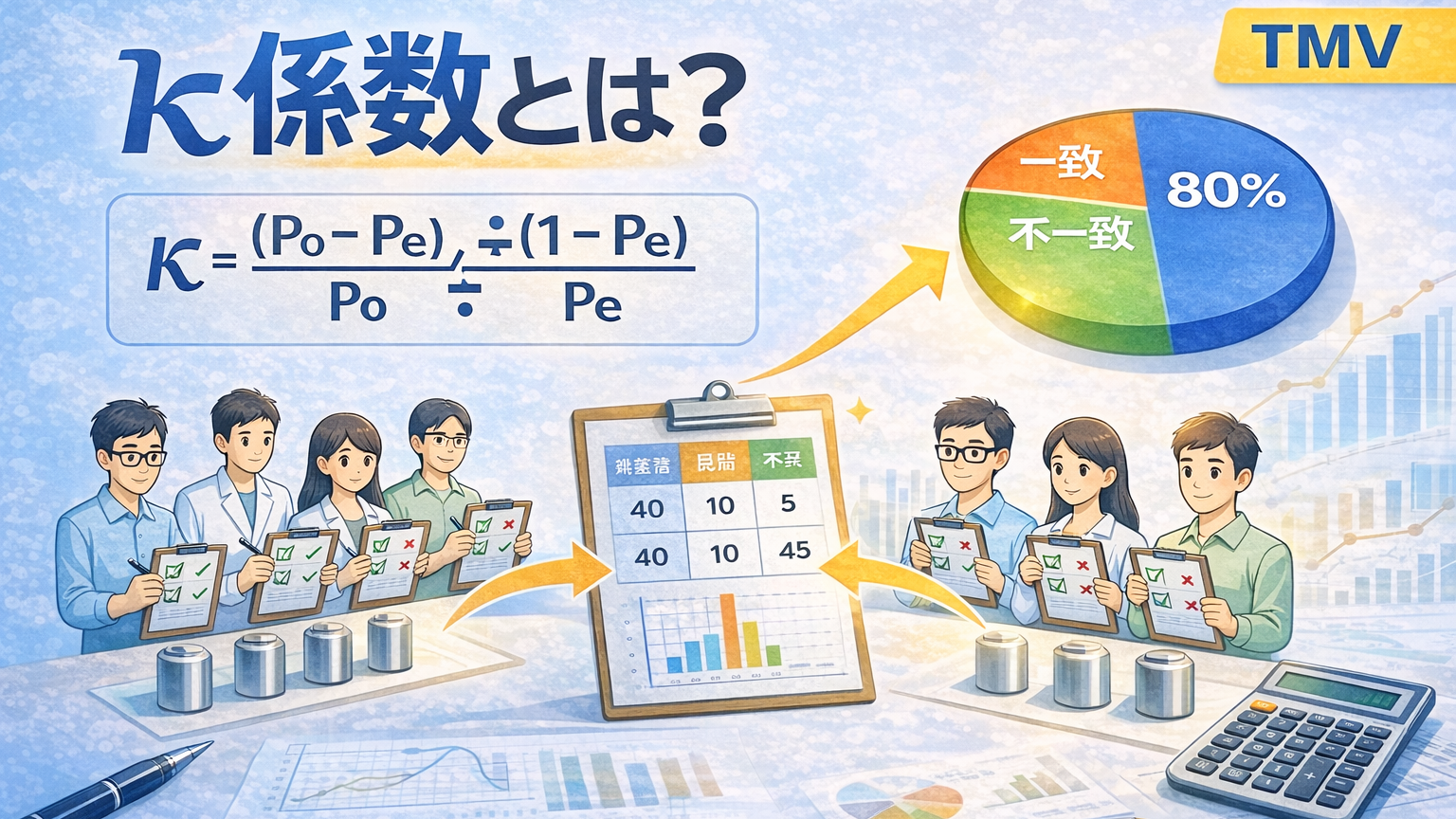
属性MSAの指標のひとつ。測定者間の一致度を比較するk係数についてわかりやすく解説!
⑥ ミス率(誤判定率)
ミス率は、誤った判定の割合です。
「1 − 一致率」でも計算することができます
一見シンプルですが、実務では重要な意味を持ちます。
なぜなら、ミス率が高い場合は以下の状況になっている可能性が高いからです。
- 検査基準が不明確
- 測定者間で判断がバラついている
この指標により、「検査工程として成立しているか」を確認できます。
この指標を確認して防げる不具合としては、が挙げられます。(重要です!)
- 検査工程そのものの崩壊
- 品質保証の信頼低下
⑦ 誤警告率(False Alarm)
誤警告率は、良品を不良と誤判定する割合です。
誤警告率=実際の良品数良品を不良と判定した数
この指標はコストに直結します。誤警告が多いと、以下の様な不利益が生じます。
- 不要な廃棄
- 無意味な再検査
- 不要な手直しによる人的コスト増
つまり、「品質は問題ないのにコストだけ増える状態」を引き起こします。
⑧ 見逃し率(False Acceptance)
見逃し率は、不良を良品と判定してしまう割合です。
見逃し率=実際の不良数不良を良品と判定した数
この指標は最も重要です。
なぜなら、見逃しは直接的に
- 市場クレーム
- 製品不良
- ブランド毀損
につながるためです。
実務では、
👉 「多少の誤警告は許容できるが、見逃しは許されない」
という考え方が一般的です。
⑨ 感度・特異度
感度は、不良を正しく検出できた割合です。
感度=実際の不良正しく不良と判定
特異度は、良品を正しく判定できた割合です。
特異度=実際の良品正しく良品と判定
この2つを見ることで、
- 不良検出能力(感度)
- 過剰判定傾向(特異度)
をバランスよく評価できます。
⑩ GRRとの違い
GRRは「ばらつき」を評価する手法でしたが、
クロスタブ法は「判定の正しさ」を評価します。
- 数値データ → GRR
- 属性データ → クロスタブ
という使い分けになります。
どちらも”測定システムの評価”という点では共通ですが、この考え方の違いは押さえておきましょう。

測定システム評価で最もメジャーな統計手法について解説!Excelテンプレートあり!
⑪ まとめ
属性データの測定システム評価では、単なる”一致率”だけでは不十分です。
”κ係数”によって信頼性を確認し、”誤警告”や”見逃し”といった指標を組み合わせることで、
初めて実務で使える評価が可能になります。
必要に応じて、必要な指標を用いて評価できるように、よく理解しておきたい内容です。
あわせて以下の記事を確認いただくと、測定システム評価(MSA)について理解が深まります。
是非確認ください↓

GRR実務者が必ず読みたい!GRRのNGの対応をどこよりもわかりやすく整理!
測定システムの妥当性評価MSAについてわかりやすく解説!(最初に読みたい)
測定システム評価はGRRだけじゃない!見逃せない重要指標を1記事で解説!