

はじめに
製造業や品質管理では、日々さまざまな測定が行われています。
例えば以下の様な測定データが該当します。
| 項目 | 単位 |
|---|---|
| 寸法 | mm |
| 重量 | g / kg |
| 強度 | MPa |
| 電気特性 | V / A / Ω |
しかし、ここで重要な問題があります。
「その測定値は本当に信頼できるのか?」という点です。
もし測定自体が不正確であれば、どれだけ高度な統計解析を行っても意味がありません。
この問題を解決するために行われるのが
MSA(Measurement System Analysis:測定システム解析)です。
この記事ではMSAについて、統計初学者の方にもわかりやすく解説します。
・MSAで評価する要素(ばらつき・再現性・精度など)
・代表的な解析手法であるGauge R&Rの概要
・TMV(Test Method Validation)との関係と使い分け
MSAとは?
MSA(Measurement System Analysis)とは、
“測定システムによって生じるばらつき”を分析し、
測定結果の信頼性を評価する統計的手法
のことを意味しています。
この時、”測定値”には次の2種類のばらつきが含まれています。
MSAではこのうち、「測定システムに由来するばらつき」を定量的に評価します。
MSAはこれらが測定結果にどの程度影響しているかを解析し、
測定システムが品質管理に使用できるレベルかどうかを判断します。
また、MSAは、自動車業界の品質規格であるIATF16949において、
製品品質を担保するための重要なツールの一つとして位置づけられています。
代表的なコアツールには、以下のようなものがあります。
・FMEA(故障モード影響解析):不具合のリスクを事前に洗い出す手法
・APQP(先行製品品質計画):製品開発段階で品質を作り込むための枠組み
・SPC(統計的工程管理):工程のばらつきを監視・管理する手法
・PPAP(生産部品承認プロセス):量産前に品質を保証するための承認プロセス
これらの中でMSAは、「測定データそのものの信頼性」を担保する役割を持ち、
他のコアツールを正しく機能させるための基盤となる重要な要素です。
なぜMSAが必要なのか?
品質管理では「データに基づく意思決定」が重要です。
しかし測定システムに問題がある場合、データ自体が信頼できなくなります。
例えば次のようなケースです。
の製品寸法を測定した結果、
という結果が得られました。一見すると合格です。
しかし測定誤差が大きい場合、実際の値(いわゆる真値)は
の可能性もあります。真値と測定結果にズレが生じてしまいました。
このような問題が起きると
| 現象 | 内容 |
|---|---|
| 良品を不良と判定する | 本来問題のない製品を誤ってNGと判断してしまう |
| 不良品を見逃す | 不良品を良品として流出させてしまう |
| 工程改善の判断を誤る | 誤ったデータに基づき、適切でない改善を行ってしまう |
といった重大な問題につながります。
そのため工程能力解析(Cp・Cpk)などを行う前に、MSAで測定システムの信頼性を確認することが重要になります。
MSAで評価する主な5つの要素
MSAでは一般的に次の5つの要素を評価します。
| 要素 | 意味 |
|---|---|
| Repeatability(繰り返し性) | 同じ測定者・同じ装置で測定した場合のばらつき |
| Reproducibility(再現性) | 測定者が変わった場合のばらつき |
| Bias(偏り) | 測定平均値と真値との差 |
| Linearity(直線性) | 測定範囲内で偏りがどのように変化するか |
| Stability(安定性) | 時間経過による測定変動 |
それぞれの要素について、次項で詳しく説明します。
偏り(Bias)
偏り(Bias)とは、
測定値の平均が基準値(真値)からどれだけズレているかを表す概念です。
測定は毎回同じ値になるとは限りませんが、
その平均値が常に特定の方向にズレている場合、そこには「偏り」が存在しています。
つまり偏りとは、
・偶然のばらつきではなく
・一定方向に継続して現れる系統的なズレ
を意味します。
| 測定回数 | 測定結果 | 真値 | 真値との差(偏り) |
|---|---|---|---|
| 1回目 | 50.2 g | 50.0 g | +0.2 g |
| 2回目 | 50.3 g | 50.0 g | +0.3 g |
| 3回目 | 50.1 g | 50.0 g | +0.1 g |
| 4回目 | 50.2 g | 50.0 g | +0.2 g |
| 5回目 | 50.3 g | 50.0 g | +0.3 g |
上記の場合は、測定結果はすべて+方向に偏っています。
直線性(Linearity)
直線性(Linearity)とは、測定範囲全体にわたって偏りが一定かどうかを評価する指標です。
理想的な測定器は、どの値を測っても同じ精度で測定できる状態です。
しかし実際には、以下のような問題が起こることがあります
・小さい値では正確
・大きい値ではズレが大きくなる
このような状態を「直線性の問題」と呼びます。
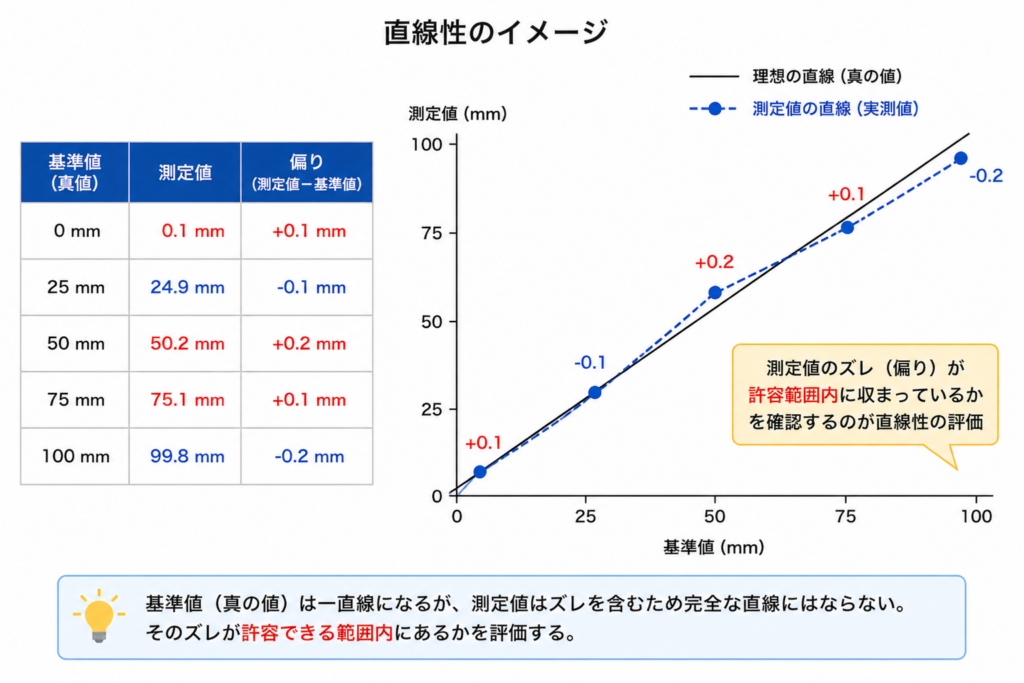
例えば、0〜100 mmの測定範囲を持つ測定器で、
複数の基準値を測定したとします。
| 基準値 | 測定値 | 偏り |
|---|---|---|
| 0 mm | 0.1 mm | +0.1 |
| 25 mm | 24.9 mm | -0.1 |
| 50 mm | 50.2 mm | +0.2 |
| 75 mm | 75.1 mm | +0.1 |
| 100 mm | 99.8 mm | -0.2 |
このようなデータで散布図を描くと、基準値のグラフは直線になりますが、測定値のグラフはそこからバラつき、同様の直線にはなりません。真の値が描く理想直線に対して、実測値のズレが許容できる範囲内にあるか確認するのが直線性の評価です。
安定性(Stability)
安定性とは、時間の経過に対して測定値がどれだけ一定に保たれているかを示す指標です。
同じ対象物を繰り返し測定したときに、日や時間が変わっても結果に大きな変動がない状態を「安定している」といいます。
例えば、同一の製品を複数日にわたって測定した場合、測定値の平均やばらつきが日ごとに大きく変化していないかを確認します。もし日によって測定値が上下に大きく変動するようであれば、測定システムは安定しているとは言えません。
安定性の評価では、このような時間的な変動を捉えることが重要であり、必要に応じて平均値の推移やばらつきの変化を確認します。測定結果が安定しない場合は、温度や湿度といった環境条件の影響や、測定器のドリフトなどが原因となっている可能性があります。
そのため、安定した測定を実現するためには、測定環境の管理や定期的な校正を行い、時間による影響を最小限に抑えることが重要です。
繰返し性
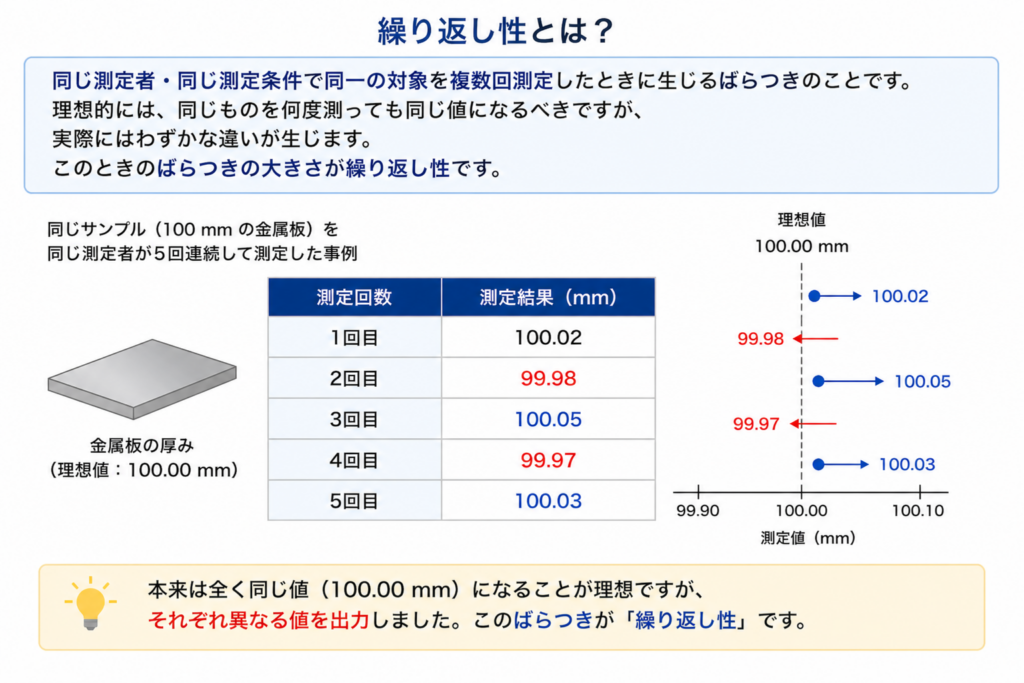
繰り返し性とは、同じ測定者・同じ測定条件で同一の対象を複数回測定したときに生じるばらつきを指します。
理想的には、同じものを何度測っても同じ値になるべきですが、実際にはわずかな違いが生じます。このときのばらつきの大きさが繰り返し性です。
例えば、ある製品の寸法を同一の測定者が連続して測定した場合、測定値が毎回完全に一致することはほとんどありません。わずかな違いが積み重なり、その広がりが大きいほど、繰り返し性が悪いと判断されます。
以下に同じサンプルを5回測定した事例を掲載します。
本来は全く同じ値になることが理想ですが、それぞれ異なる値を出力しました。
これが繰り返し性です。
| 測定回数 | 測定結果(mm) |
|---|---|
| 1回目 | 100.02 |
| 2回目 | 99.98 |
| 3回目 | 100.05 |
| 4回目 | 99.97 |
| 5回目 | 100.03 |
このばらつきは主に測定器そのものの性能や分解能、操作時の微小な影響によって発生します。
そのため繰り返し性は、「装置に起因するばらつき」として捉えられることが一般的です。
※特に、繰り返し性と再現性については、
Gage R&R(ゲージR&R)という手法で体系的に評価することが可能です。
再現性
再現性とは、異なる測定者が同じ対象を測定したときに生じるばらつきを表す指標です。
同じ測定器・同じ対象であっても、測定する人が変わることで結果に差が出ることがあります。このような「人による違い」がどの程度存在するかを評価するのが再現性です。
例えば、複数の作業者が同一の製品を測定した場合、それぞれの測定値に一定の傾向の違いが見られることがあります。ある人はやや大きめに測定し、別の人は小さめに測定する、といった状況です。この差が大きいほど、再現性は低いと判断されます。
再現性が悪い状態では、測定者によって結果が変わるため、品質判断の一貫性が保てなくなります。その結果、同じ製品でも合否判定が分かれるなど、現場での混乱を招く原因になります。
| 測定回数 | Aさん(mm) | Bさん(mm) | Cさん(mm) |
|---|---|---|---|
| 1回目 | 100.02 | 100.10 | 99.95 |
| 2回目 | 100.01 | 100.12 | 99.96 |
| 3回目 | 100.03 | 100.08 | 99.94 |
| 4回目 | 100.02 | 100.11 | 99.97 |
| 5回目 | 100.01 | 100.09 | 99.95 |
| 平均値 | 100.02 | 100.10 | 99.95 |
上記のように、同じサンプルを測定しているのにも関わらず測定結果に一定の傾向が出ることを「再現性の問題」と呼びます(ある測定者は値が高くよむ/ある測定器は低い値を出すなど)。
※特に、繰り返し性と再現性については、
Gage R&R(ゲージR&R)という手法で体系的に評価することが可能です。

測定システム評価で最もメジャーな統計手法について解説!Excelテンプレートあり!

GRR実務者が必ず読みたい!GRRのNGの対応をどこよりもわかりやすく整理!
まとめ
本記事では、MSA(測定システム解析)における代表的な5つの指標について解説しました。
・偏り(Bias):測定値の平均が真値からどれだけズレているか
・直線性(Linearity):測定範囲全体でのズレの傾向
・安定性(Stability):時間による測定値の変動
・繰り返し性(Repeatability):同一条件でのばらつき
・再現性(Reproducibility):測定者によるばらつき
これらを正しく理解することで、
測定データの信頼性を客観的に評価できるようになります。
特に、繰り返し性と再現性については、
Gage R&R(ゲージR&R)という手法で体系的に評価することが可能です。
こちらについては別記事で詳しく解説しています。
測定の精度は、品質判断や工程改善の基盤となる重要な要素です。
正しい評価ができていないと、誤った意思決定につながるリスクもあります。
本記事を参考に、自社の測定システムを一度見直してみてください。
なお、Excel分析や統計解析に関するご相談は、
記事サイドバーのココナラより受け付けています。
ご興味のある方は、お気軽にご相談ください。