

はじめに
MSA(測定システム解析)では、「測定値に含まれるばらつきのうち、どこまでが測定システムに由来するものか」を明らかにします。つまり、得られた数値をそのまま信じてよいのか、それとも測定そのものに問題があるのかを判断するための考え方です。
その中でも、実務で最も広く使われている手法がGage R&Rです。現場では、同じものを測っているはずなのに値が違う、担当者によって結果が変わる、といった悩みがよく発生します。Gage R&Rは、そうした問題に対して感覚ではなくデータで答えを出せる手法です。
本記事では、単なる理論紹介ではなく、実務でそのまま使えるレベルでGage R&Rの進め方を丁寧に解説していきます。
(振り返り)Gage R&Rとは?
Gage R&Rとは、測定値のばらつきを「どこから来ているのか」に分解して考える手法です。特に重要なのは、測定システムそのものが生み出しているばらつきを明確にすることです。
測定のばらつきは、同一条件で繰り返したときに生じる繰り返し性と、測定者など条件が変わることで生じる再現性に分けられます。この二つを合わせたものが測定システムのばらつきであり、Gage R&Rではこの部分を評価します。
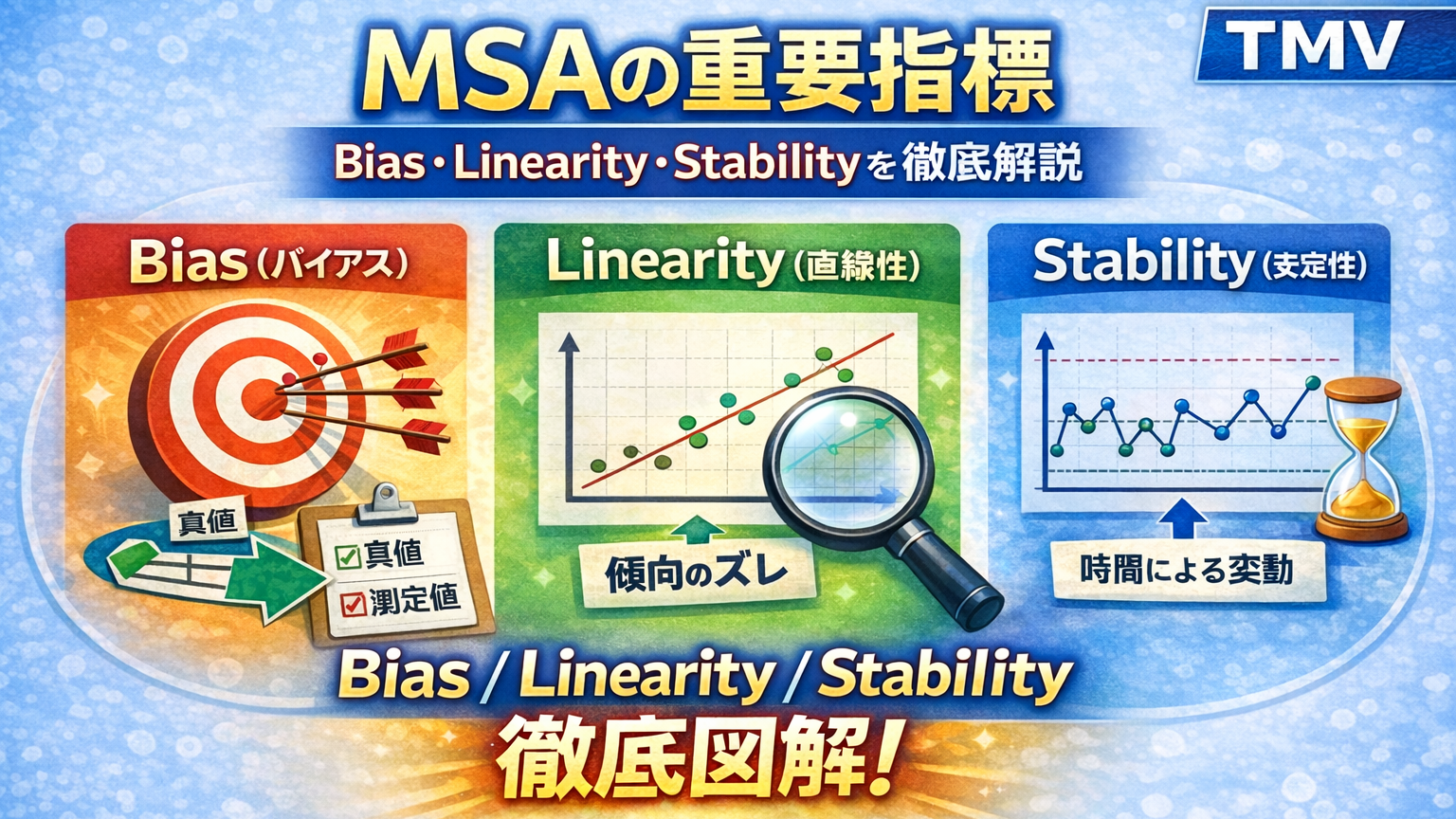
まずはココから、測定システムの信頼性MSAと重要指標について理解できる!
Gage R&Rの実施方法
●実験の計画
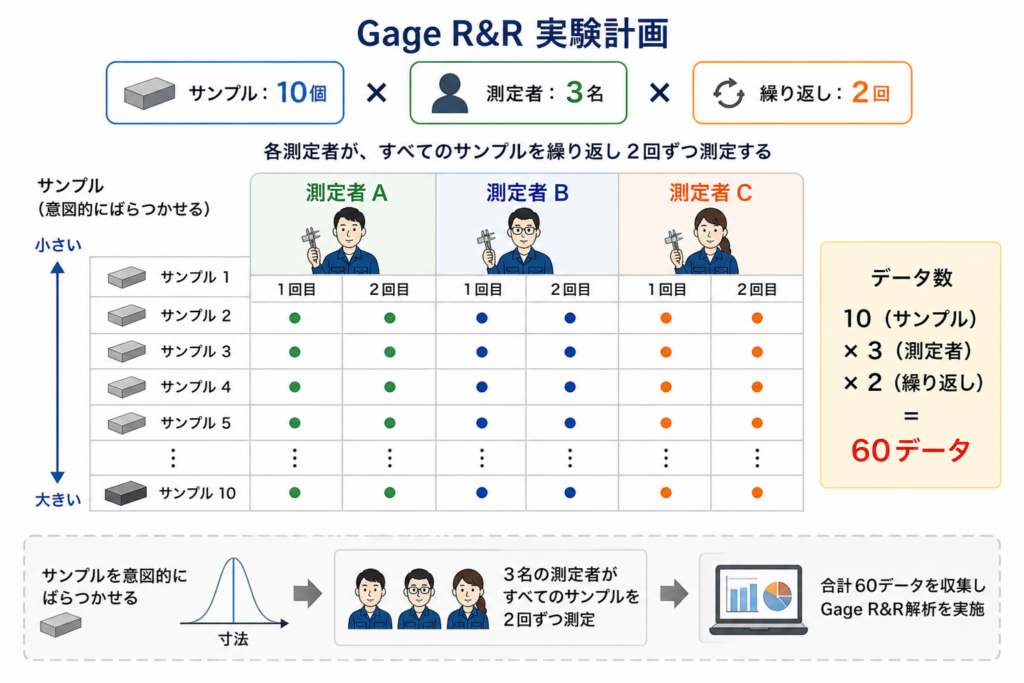
Gage R&Rは、実験計画の良し悪しで結果の信頼性が大きく左右されます。一般的には、サンプルを10個用意し、3名の測定者がそれぞれ2〜3回繰り返して測定する構成が推奨されます。この設計により、統計的に十分なデータ量を確保できます。
特に重要なのがサンプルの選び方です。サンプルはなるべくばらつきを持たせる必要があります。ばらつきの小さいサンプルばかりを選んでしまうと、本来は問題のない測定系でも誤差が過大に見積もられてしまいます。
また、測定者は可能であれば初心者から熟練者まで含めることで、実際の現場に近い評価が可能になります。
ここでのポイントを整理すると、以下の通りです。
✅サンプルは意図的にばらつかせる
✅測定者は実務を想定した構成にする
✅データ数は最低でも60以上を確保する
●データ取得の注意点
測定データの取得では、「いかに余計なバイアスを排除するか」が重要になります。特に、測定順序は必ずランダムにする必要があります。順番が固定されていると、測定者の慣れや疲労、時間経過による環境変化などが結果に影響してしまいます。
また、可能であれば盲見化を取り入れることで、より純粋な測定ばらつきを評価することができます。過去の測定値を見せない、サンプルの情報を限定するなどの工夫により、無意識の先入観を排除できます。
●統計解析(ANOVA)
Gage R&Rの解析にはレンジ法とANOVA法がありますが、本質的な理解にはANOVA法が適しています。ANOVAでは、測定データのばらつきを原因ごとに分解します。
その関係は、以下の式で表すことができます。
この式が示しているのは、「全体のばらつきは、サンプル差と測定システムのばらつきの合計である」ということです。ここで重要なのは、数式上赤字で表現されている
・再現性(測定者の違い)
・繰り返し性(測定器のばらつき)
の合計が、測定システムに由来するばらつきであるという点です。
これをまとめて”GRR”と表現することもあります。
※厳密にはσ²測定者×部品の”交互作用項”も含まれますが、今回は割愛します(あまり該当しないので)
つまりGage R&Rとは、実験から得られたデータより算出される分散(σ²全変動)のうち、「測定システム起因のバラツキ」が十分に小さいか?を定量的に把握する手法です。
●結果の解釈
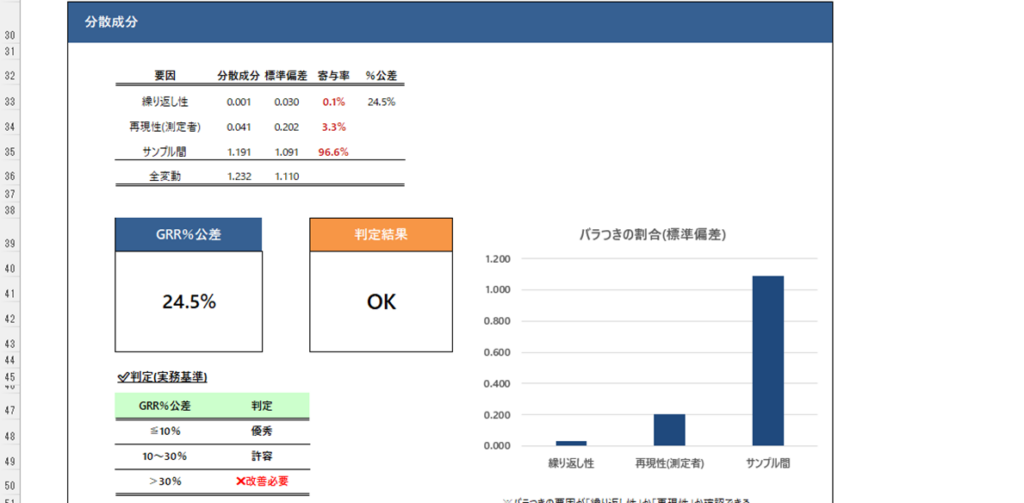
解析結果は、一般的にGR&R%(公差)で評価します。これは、測定システムのばらつきが公差(規格幅)に対してどれだけの割合を占めているかを示した指標です。
GR&R%(公差)は以下の数式で算出することができます
■ GRR%(公差)の計算式
● 両側規格(USL・LSLあり)
● 片側規格(USLのみ)
● 片側規格(LSLのみ)
※σGRRは、先ほどの数式で出てきたσ²測定者(再現性)+ σ²繰り返しの部分です
判断の目安は以下の通りです。
基本的には、GRR%公差が30%未満であれば、測定システムは”合格”と判断することができます。
| GR&R% | 評価 | 解釈 |
|---|---|---|
| ~10% | 良好 | 測定システムは十分信頼できる |
| 10~30% | 条件付き許容 | 用途によっては使用可能 |
| 30%以上 | 不適 | 測定システムの改善が必要 |
しかし実務では「30%未満であれば一旦OK」とされることが多いですが、重要特性や品質に直結する項目では、より厳しい基準(10%以下)を求めるケースもあります。したがって、単純な数値判断ではなく、「この測定結果をどの意思決定に使うのか」を踏まえて評価することが重要です。
ExcelでGageR&Rをやってみよう(フォーマットあり)
ここまででGage R&Rの考え方と進め方を解説してきましたが、
実際に手を動かしてみることで理解は一気に深まります。
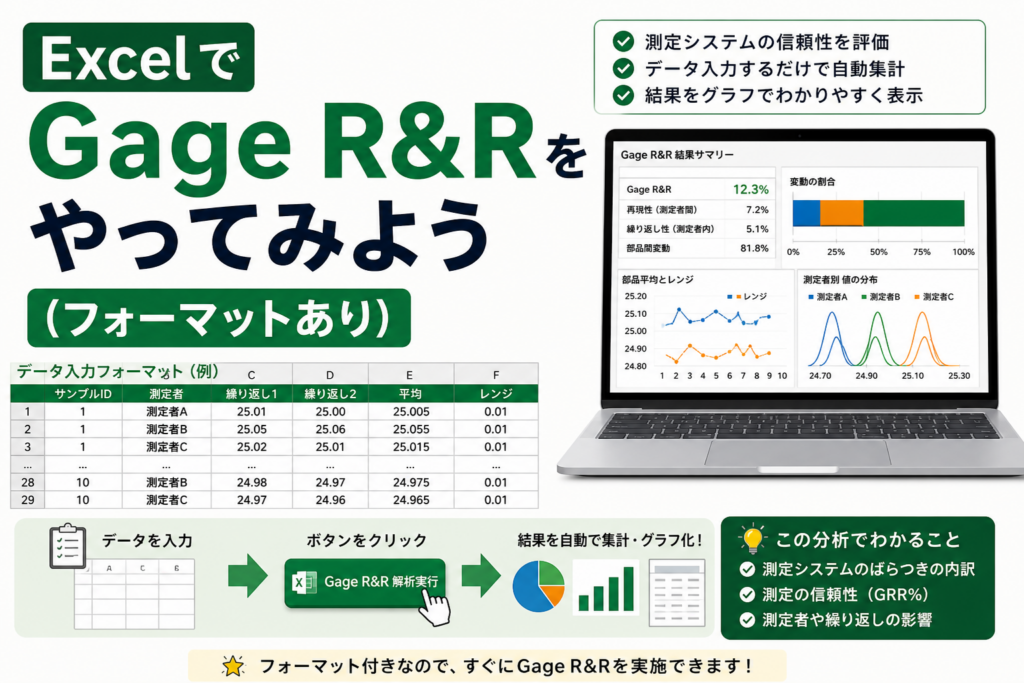
本記事では、Excelでそのまま使えるGage R&Rフォーマットを用意しました。
特別なソフトがなくても、基本的な解析と評価ができるようにしています。
使い方はシンプルで、取得した測定データを入力するだけです。
サンプル・測定者・繰り返しの構造に沿ってデータを入力すると、
ANOVAの結果やGR&R%公差が自動で計算されます。
最初は難しく感じるかもしれませんが、
一度実際に回してみると「分散を分解する」という意味が直感的に理解できるはずです。
まずは手元のデータ、もしくは簡単なサンプルデータで試してみてください。
“測定を疑う視点”が、ここから身につきます。
※このテンプレートはサンプル10×測定者3名×繰り返し3を基準として設計しています。
上記以外のデータを入力すると計算ができません(例:サンプル9など)
まとめ
Gage R&Rは、測定値のばらつきを原因ごとに分解し、その中で測定システムが占める割合を明らかにする手法です。これにより、測定値そのものの信頼性を客観的に判断できるようになります。
実務では、測定値を前提として議論が進みがちですが、その前提が正しいとは限りません。まずは測定を疑い、その信頼性を確認することが重要です。
Gage R&Rは、そのための最も実践的で強力なツールの一つと言えるでしょう。

GRR実務者が必ず読みたい!GRRのNGの対応をどこよりもわかりやすく整理!
MSA重要指標について、実務ベースでわかりやすく整理&解説!