

はじめに
工程の安定性を評価する代表的な手法が「管理図」です。
その中でもよく使われるのが「Xbar-R管理図」ですが、データ数が増えてくるとより適切な管理図が必要になります。
そこで登場するのが「X-bar-S管理図」です。
X-bar-S管理図は、サブグループサイズが大きい場合に適した管理図であり、
ばらつきをより正確に捉えることができるのが特徴です。
本記事では、X-bar-S管理図の基本から、Xbar-Rとの違い、使い方、Excelでの作成方法までわかりやすく解説します。
X-bar-S管理図とは?
X-bar-S管理図とは、
平均(X-bar)と標準偏差(S)を用いて工程の安定性を監視する管理図です。
・X-bar管理図:平均値の変動を見る
・S管理図:ばらつき(標準偏差)の変動を見る
この2つを組み合わせることで、
工程の中心とばらつきの両方を同時に管理できます。
なぜXbar-RではなくSを使うのか?
Xbar-R管理図では「レンジ(R)」を使ってばらつきを評価しますが、
これはサブグループサイズが小さい場合に有効です。
一方で、データ数が増えると、
・レンジは外れ値の影響を受けやすい
・ばらつきの代表値として精度が落ちる
といった問題が出てきます。
そのため、サンプル数が多い場合は、標準偏差(S)を使った方が安定した評価が可能になります。
Xbar-R管理図との違い
両者の違いは「ばらつきの指標」にあります。
| 管理図の種類 | ばらつきの指標 |
|---|---|
| Xbar-R管理図 | レンジ(最大値 − 最小値) |
| X-bar-S管理図 | 標準偏差 |
一般的な使い分けは以下の通りです。
よく用いられる基準を下表に記載します。
| サブグループサイズ | 推奨される管理図 |
|---|---|
| 2〜5 | Xbar-R管理図 |
| 6以上 | Xbar-S管理図 |
この使い分けが実務では非常に重要です。
特に、サブグループサイズが小さいときに「Xbar-R管理図」を用いてしまうと、管理限界線を作成するときに外れ値などの影響を強く受けてしまうので、楽観的に引かれてしまうことになります。注意しましょう。
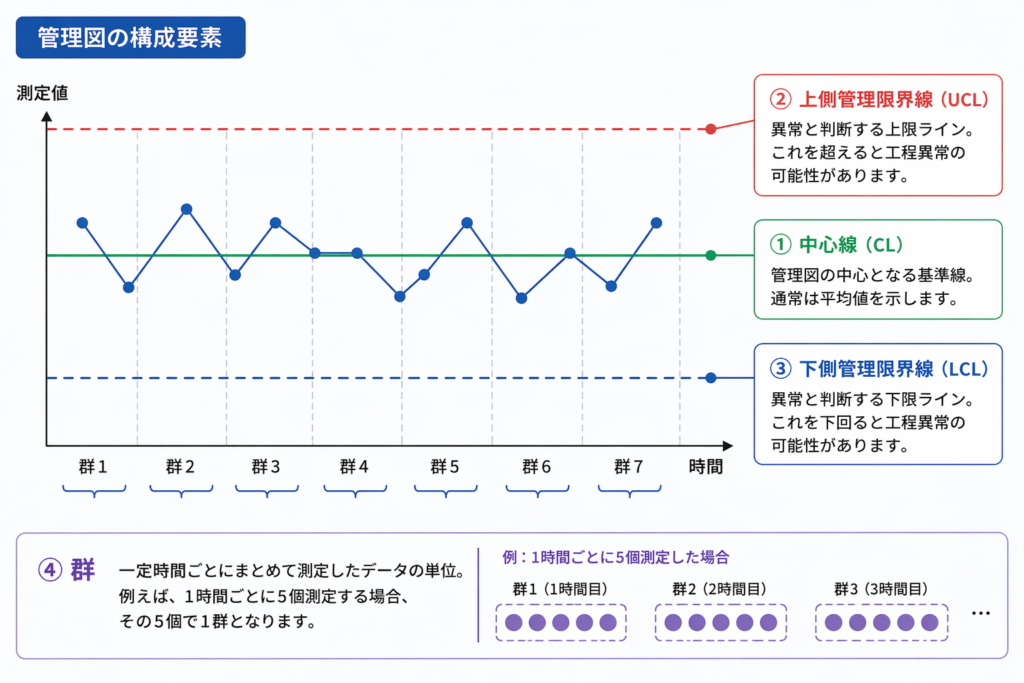
管理限界線の考え方
X-bar-S管理図でも、基本的な考え方は同じです。
中心線(CL)と管理限界線(UCL・LCL)を設定し、異常を検出します。
・X-bar管理図
CL = 全体平均
UCL / LCL = 平均 ± A₃ × S̄
・S管理図
CL = S̄
UCL = B₄ × S̄
LCL = B₃ × S̄
※ A₃、B₃、B₄ はサブグループサイズに依存する定数です
| サブグループサイズ (n) | A₃ | B₃ | B₄ |
|---|---|---|---|
| 2 | 2.659 | 0.000 | 3.267 |
| 3 | 1.954 | 0.000 | 2.568 |
| 4 | 1.628 | 0.000 | 2.266 |
| 5 | 1.427 | 0.000 | 2.089 |
| 6 | 1.287 | 0.030 | 1.970 |
| 7 | 1.182 | 0.118 | 1.882 |
| 8 | 1.099 | 0.185 | 1.815 |
| 9 | 1.032 | 0.239 | 1.761 |
| 10 | 0.975 | 0.284 | 1.716 |
ExcelでX-bar-S管理図を作る方法
基本的な流れはXbar-R管理図と同様ですが、
レンジではなく標準偏差を計算する点がポイントです。
今回はExcelテンプレートを用意しました。
以下のリンクよりダウンロードし、参考にしながら作成してください。
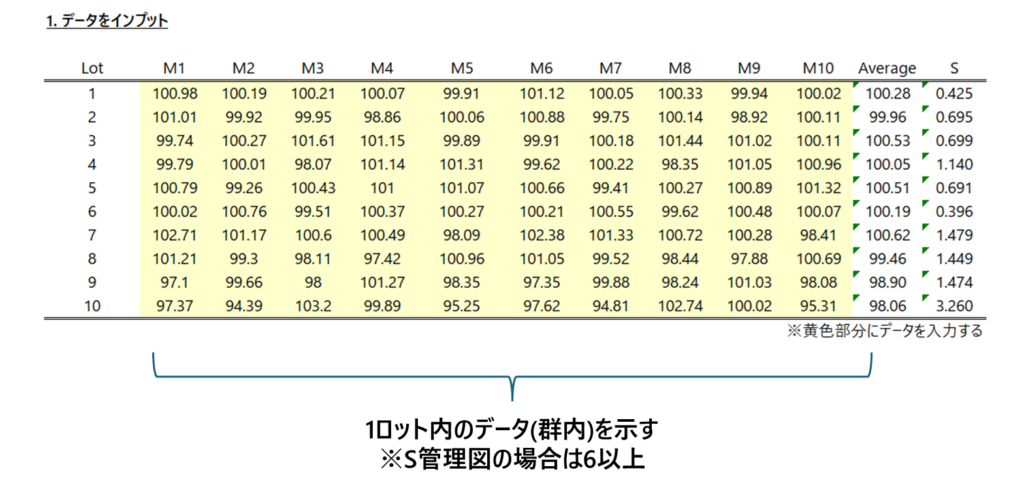
手順①:データを入力する
各ロット(サブグループ)ごとにデータを入力します。
例:1ロットあたり5〜10データ
まずは下図のように、取得したデータをまとめます
この時、データが”日時”や”Lot”といった群に分かれているときは、
・群の名称を縦 (列方向)
・群の中身の各データを横 (行方向)
に整理すると、後に計算がスムーズになります。
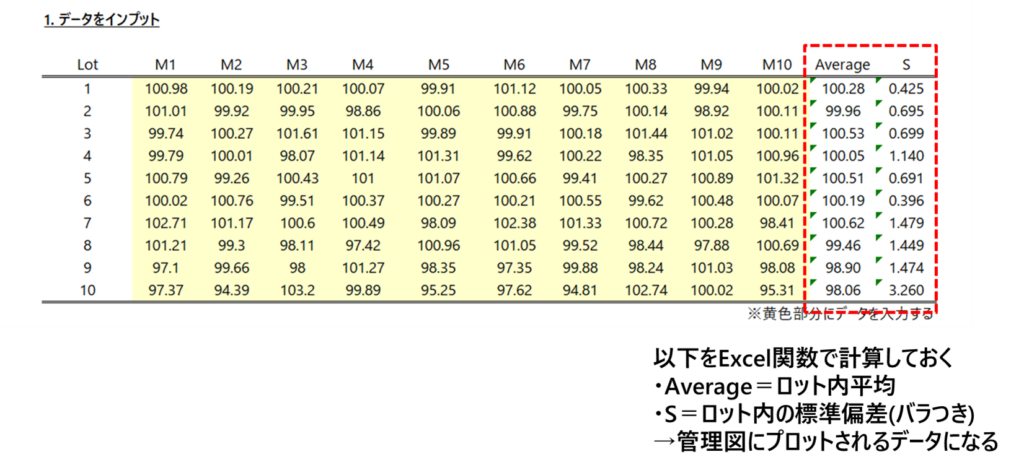
手順②:平均と標準偏差を計算する
下図の形で群ごとの
・合計値
・平均値_Ave
・標準偏差_S
を算出します。
Excel関数としては以下の通りです。
・平均(X-bar)
・標準偏差(S)
手順③:全体平均と平均標準偏差
・全体平均 = AVERAGE(各ロット平均) = 99.86
・S̄ = AVERAGE(各ロット標準偏差) = 1.171
ここで求めた平均値が、後に管理図を作成した際の「Xbar管理図」「S管理図」の中心線_CLになります。
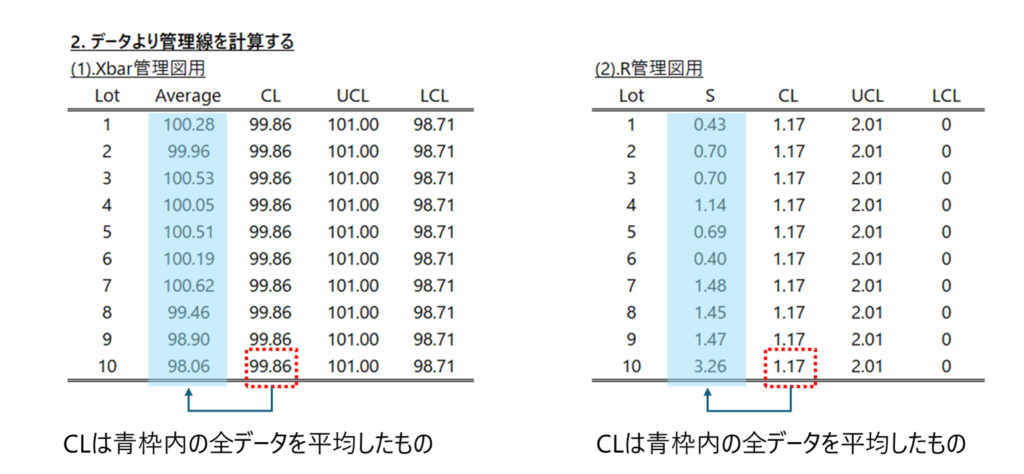
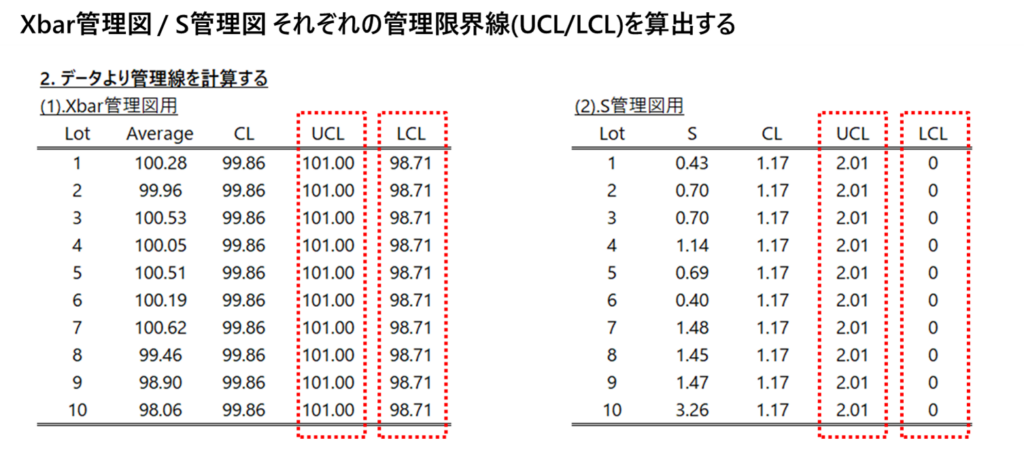
手順④:管理限界線の計算
ここで、”異常値”を判定するための”管理限界線”を求めます
計算の過程でA3、B3、B4で表される係数が出てきます。
これらの係数は群の大きさによって定義されているものです、係数表を確認したい方は下の
参考:A3、B3、B4の係数表を確認ください(Excelテンプレートにも記載しています)。
・上側管理限界_UCL
全体平均:各サブグループ平均の平均値
A₃:サブグループサイズごとに決まる管理図定数
S̄:各サブグループの標準偏差の平均
事例のケースでは、UCL:99.86+0.975*1.716=101.00になります
・下側管理限界_LCL
全体平均:各サブグループ平均の平均値
A₃:サブグループサイズごとに決まる管理図定数
S̄:各サブグループの標準偏差の平均
事例のケースでは、LCL:99.86-0.975*1.716=98.71になります。
●S管理図の管理限界線の算出
次に、「S管理図」についても求めていきます
・上側管理限界_UCL
B₄:サブグループサイズごとに決まる管理図定数
S̄:各サブグループの標準偏差の平均
事例のケースでは、UCL:1.17+1.716*1.171=2.01になります。
・下側管理限界_LCL
B₃:サブグループサイズごとに決まる管理図定数
S̄:各サブグループの標準偏差の平均
事例のケースでは、LCL:1.17-0.284*1.716=0になります。
※S管理図において下限が設定されることは少ないです(バラつきは通常、小さい程よいので)
●参考:A2、D4、D3の係数表
| n | A₃ | B₃ | B₄ |
|---|---|---|---|
| 2 | 2.659 | 0 | 3.267 |
| 3 | 1.954 | 0 | 2.568 |
| 4 | 1.628 | 0 | 2.266 |
| 5 | 1.427 | 0 | 2.089 |
| 6 | 1.287 | 0.03 | 1.97 |
| 7 | 1.182 | 0.118 | 1.882 |
| 8 | 1.099 | 0.185 | 1.815 |
| 9 | 1.032 | 0.239 | 1.761 |
| 10 | 0.975 | 0.284 | 1.716 |
※n:群の大きさ (群内のデータ数)
※詳細を知りたい方は、JIS Z 9021:1998を確認してください
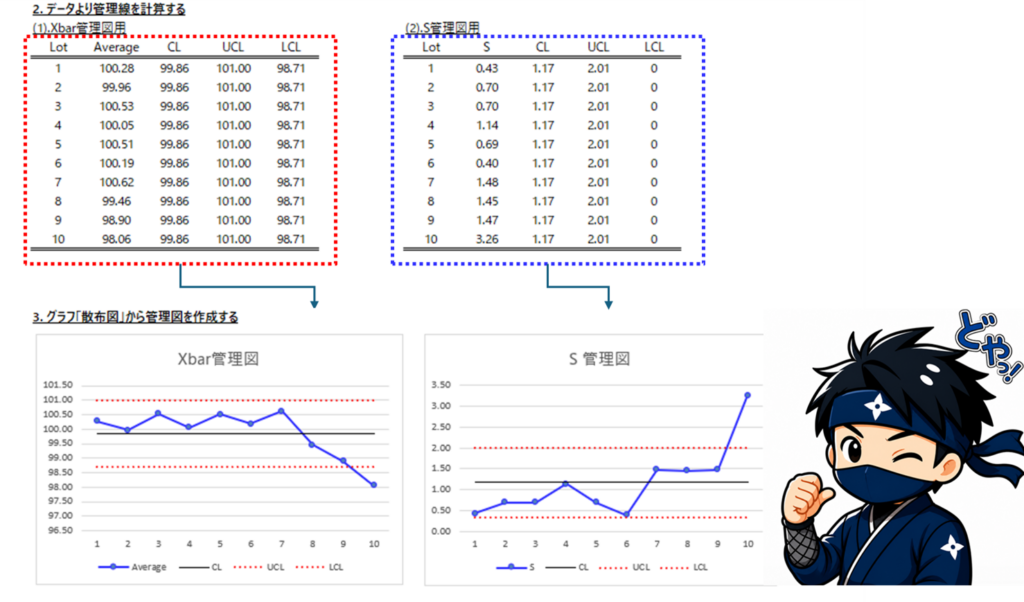
手順⑤:グラフを作成
ここでいよいよ管理図を作成します。
Excelで管理図を作成する際は、以下のステップを踏む必要があります
・Step1:軸の範囲を整える
・Step2:折れ線の色、太さ等を整える
・Step3:補助線を消す
・Step4:グラフの枠線を消す
・Step5:タイトルを書き換える
今回は私の方で管理図テンプレートを作成しておきましたので、データを入力するだけで管理図が完成します!まずは完成のイメージをつかむところから行きましょう。
(時間のある方は1から作成してみると、より深く理解できると思います)
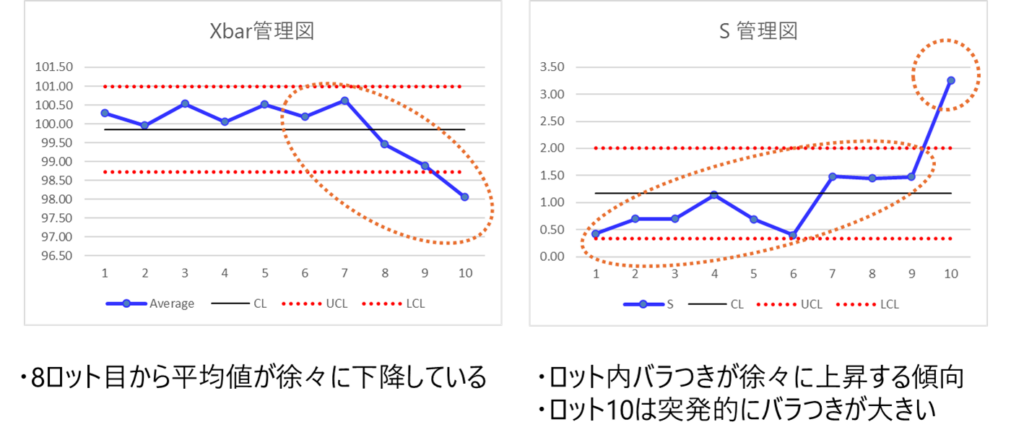
手順⑥:結果の解釈
本事例では、Xbar管理図とS管理図の両方に注意すべき兆候が見られます。
管理図は「平均」と「ばらつき」を分けて確認することで、工程異常の種類を特定できます。
この項では、管理図を作成した際に確認すべきポイントについて説明します。
管理図を確認すると、それぞれ以下の傾向が見て取れます。
・Xbar管理図 ⇒ 8ロット目から平均値が徐々に下降している
・S管理図 ⇒ ロット内バラつきが徐々に上昇する傾向 / ロット10は突発的にバラつきが大きい
異常の判断基準
基本的な判定ルールはXbar-Rと同じです。
・管理限界線を超える点がある
・連続して偏る(トレンド)
・周期的な変動がある
これらは工程異常のサインです。
また、すべてのデータが管理限界内であっても油断はできません。
「データが上昇/下降傾向」「データの配列にクセがある」といった異常の前兆を掴むことも重要です。
管理図を用いた”異常の判定ルール”について以下の記事にまとめました。
是非確認してみてください↓

管理図を使った高度テクニック_異常を早期発見する8つの判定ルールについてわかりやすく解説!
まとめ
X-bar-S管理図は、
サブグループサイズが大きい場合に適した管理図です。
・平均と標準偏差で工程を管理
・Xbar-Rよりもばらつきの評価が精度高い
・6個以上のデータで特に有効
管理図は「正しく使い分けること」が最も重要です。
データ数や工程の特性に応じて、最適な管理図を選択しましょう。
データの種類によって分かれる管理図すべての1記事に集約!
また、Excel分析・統計解析のご相談をココナラで受け付けています。
「このデータどう見ればいい?」「Cpkや管理図を実務で使いたい」
といった内容も対応可能です。
・製造業・品質管理の実務目線でサポート
・分析代行/解釈のアドバイスどちらもOK
・見積もり・相談は無料です
ご興味のある方は、記事サイドバーのリンクからお気軽にご相談ください。