
はじめに
「今まで取得したデータから、次に得られる測定値がどの範囲に入りそうか知りたい」
このような場面はありませんか?
製造現場では、
・次回生産される製品の寸法がどの範囲に入りそうか
・将来取得する測定値がどのくらいばらつきそうか
・現在の工程状態から次のデータを予測したい
といった場面があります。
このように、将来得られるデータの範囲を推定するときに使用されるのが、予測区間(Prediction Interval)です。
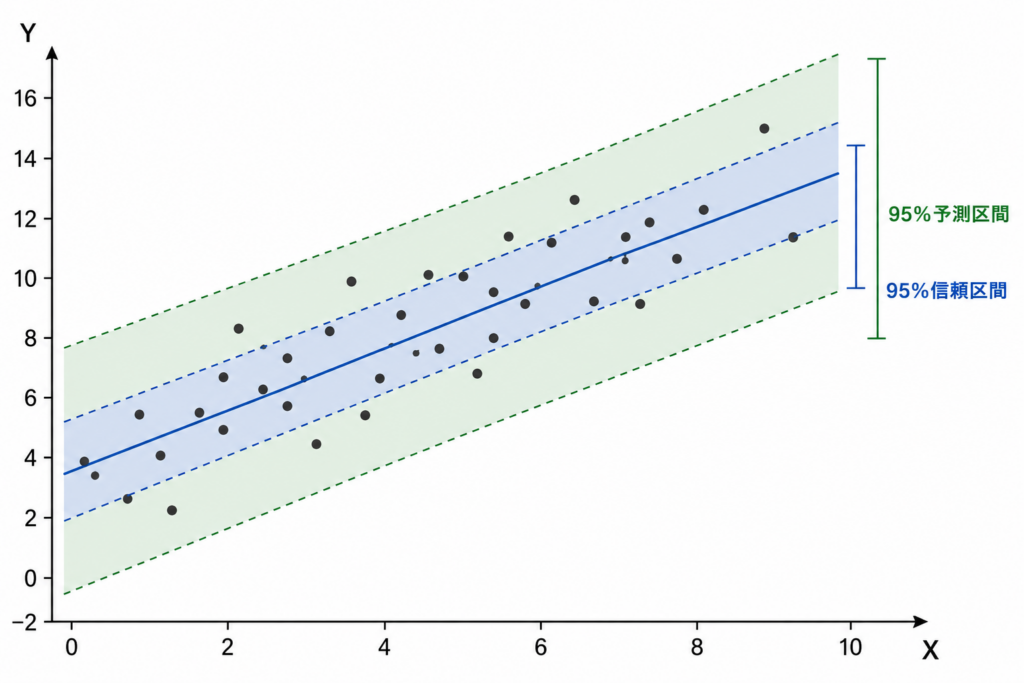
また、予測区間は回帰分析でもよく使用されます。
例えば、説明変数Xから目的変数Yを予測する場合、
・平均的なYの推定範囲(信頼区間)
・新しく得られる個々のYの予測範囲(予測区間)
という2種類の区間が表示されます。
この2つの違いを正しく理解していないと、解析結果を誤って判断してしまう可能性があります。
この記事では、
・予測区間とは何か
・予測区間の計算方法
・信頼区間、許容限界区間との違い
についてわかりやすく解説します。
・信頼区間は「平均値の推定」、予測区間は「次に得られる個々のデータ」を推定する点が異なる
・製造工程や回帰分析では、将来の測定値や予測結果のばらつきを評価する手法として活用される
予測区間とは?
予測区間とは、将来取得される1つ(または複数)の観測値が入る範囲を、信頼度付きで推定した区間のことです。
簡単に表現すると、「次にデータを1個取得したとき、その値がどの範囲に入りそうか」を推定する方法です。
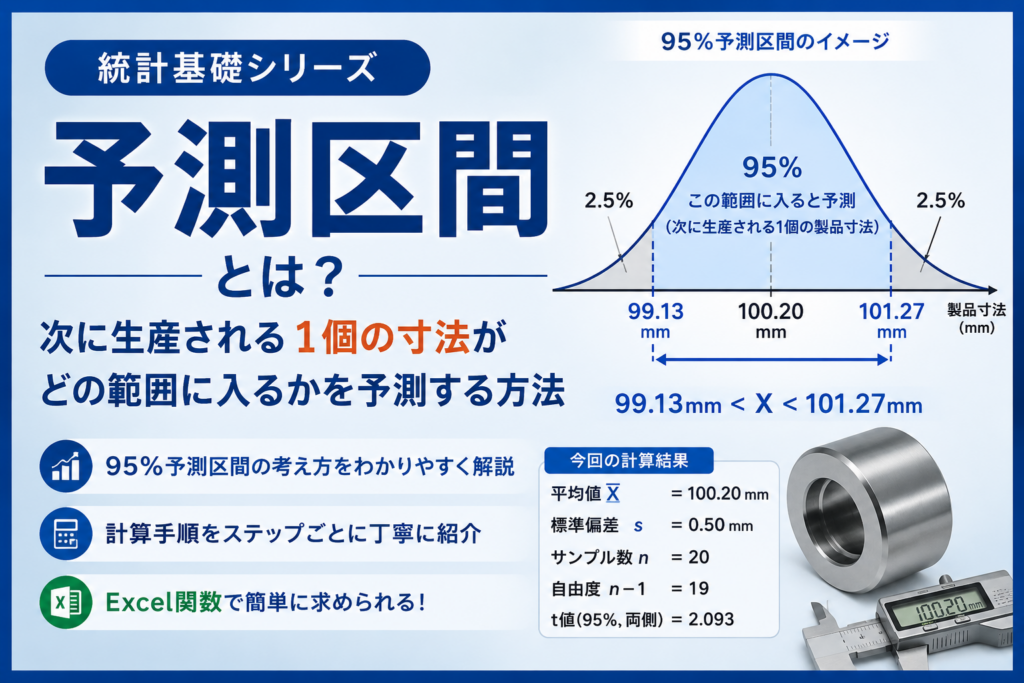
例えば、ある製品寸法について、95%予測区間:98.0mm~102.0mmと計算された場合、「次に測定される製品寸法は95%の信頼度で98.0~102.0mmの範囲に入ると予測できる」という意味になります。
そのため、推定したい精度に合わせて
・95%予測区間
・99%予測区間
のように、目的に合わせて信頼度を設定します。
予測区間の計算式
正規分布を仮定した場合、1つの将来データに対する予測区間は以下の式で計算できます。
XL = Xave − t × s√(1+1/n)
XU = Xave + t × s√(1+1/n)
・Xave:サンプル平均
・s:標準偏差
・n:サンプルサイズ
・t:t分布の値
予測区間の幅は何で決まる?
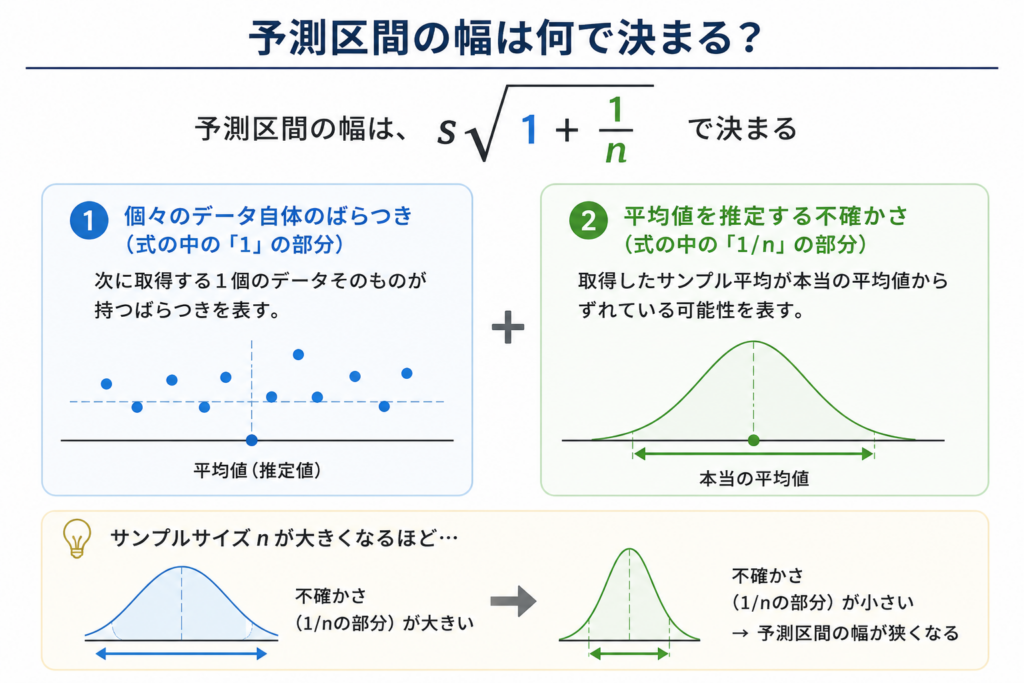
ここで、予測区間で重要になるのが、s√(1+1/n)という部分です。この値が、予測区間の幅を決めています。ここには2つの”不確かさ”が含まれています。
① 個々のデータ自体のばらつき
式の中の、「1」の部分です。これは、次に取得する1個のデータそのものが持つばらつきを意味します。
例えば同じ工程で製造しても、すべての製品寸法が完全に同じになることはありません。この製品ごとの差を考慮しています。
② 平均値を推定する不確かさ
式の中の、「1/n」の部分です。これは、取得したサンプル平均が本当の平均値からずれている可能性を表しています。
サンプルサイズnが大きくなるほど、
1/nは小さくなる ⇒ 平均値推定の不確かさが減る ⇒ 予測区間は少し狭くなる
という関係になります。
信頼区間・予測区間・許容限界区間の違い
区間推定には、目的によって複数の方法があります。
代表的な違いを以下に示します。
| 区間 | 知りたいこと | 対象 |
|---|---|---|
| 信頼区間 | 平均はどこ? | 母平均 |
| 予測区間 | 次の値はどこ? | 未来の測定値 |
| 許容限界区間 | 大部分の値はどこ? | 母集団 |
どの方法が優れているというものではなく、何を知りたいかによって使い分けることが重要です。
特に間違いやすい「信頼区間」と「予測区間」の違いについて触れておきます。
まず、信頼区間の場合、対象は「平均値」です。
つまり、「本当の平均値がどこにあるか」をある信頼度の元で推定しています。
一方、予測区間は、「次に得られる個々のデータがどこにあるか」を推定しています。
そのため、区間幅としては、予測区間 > 信頼区間になります。
理由は、
・信頼区間:平均値の不確かさのみ
・予測区間:平均値の不確かさ+個々のデータばらつき
を考える必要があるためです。

推定結果の信頼性を示す「信頼区間」とは?95%信頼区間の意味や計算方法、許容限界区間との考え方の違いをわかりやすく解説!

母集団に含まれるデータ範囲を推定する「許容限界区間」とは?信頼区間との違いや計算方法、品質管理での活用例までわかりやすく解説!
事例:工程データから次回製品寸法を予測する
品質保証担当者Aさんは、現在の工程状態から、「次に生産される製品寸法がどの範囲になるか」を確認したいと考えました。
そこでランダムにサンプリングした20個の製品寸法を測定し、得られたデータをもとに、95%予測区間を計算し、次に生産される1個の製品寸法がどの範囲に入るかを推定することにしました。
測定結果:
| No. | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
|---|---|---|---|---|---|---|---|---|---|---|
| 測定値 (mm) |
99.6 | 100.1 | 100.7 | 100.4 | 99.8 | 100.9 | 100.0 | 99.7 | 100.5 | 100.3 |
| No. | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 |
| 測定値 (mm) |
100.6 | 99.9 | 100.2 | 100.8 | 99.5 | 100.4 | 100.1 | 99.7 | 100.5 | 100.3 |
予測区間を求めるためには、取得したデータから以下の統計量を算出する必要があります。
・平均値(Xave)
・標準偏差(s)
・サンプルサイズ(n)
まずは、先ほど取得した20個の測定データから、それぞれの統計量を求めます。
○平均値(Xave)の計算
平均値は、すべてのデータを足し合わせ、データ数で割ることで求められます。
計算式:
Xave = 99.6+100.1+・・・+100.3 20
= 100.2 mm
となります。Excelでは”AVERAGE()関数”で計算できます。
○標準偏差(s)の計算
次に、データのばらつきを表す標準偏差を計算します。
標準偏差は、「各データが平均値からどの程度ばらついているかを示す指標です。
計算式:
s = √ Σ(xi − Xave)² n − 1
= √(4.75 / 19)
= 0.50 mm
となります。Excelでは”STDEV.S関数”で計算できます。
○サンプルサイズ(n)
今回測定したデータ数は20個のため、n=20です。
Excelでは、”COUNT関数”で確認できます。
○95%予測区間の算出
今回は、
・平均値:Xave=100.2 mm
・標準偏差:s=0.50 mm
・サンプルサイズ:n=20
を用いて95%予測区間を計算します。
また、自由度は = n-1 = 20-1 = 19となりますので、
自由度19、95%信頼度(両側)の場合、t = 2.093となります。
※Excel関数では、”=T.INV.2T(有意水準, 自由度)”で求めることができます。
予測区間の計算式に代入します。
XL = 100.2 − 2.093 × 0.50 × √(1+1/20)
= 100.2 − 1.07
= 99.13 mm
XU = 100.2 + 2.093 × 0.50 × √(1+1/20)
= 100.2 + 1.07
= 101.27 mm
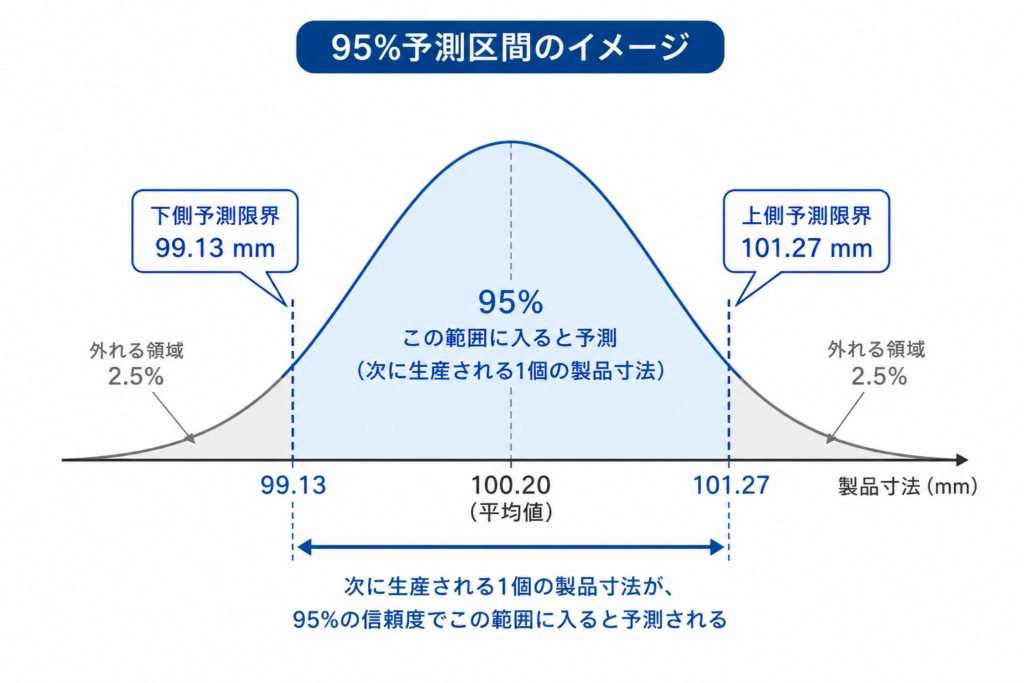
したがって今回の95%予測区間は、99.13 mm < X < 101.27 mmとなります。
つまり、「次に生産される1個の製品寸法は、95%の信頼度で99.13〜101.27mmの範囲に入ると予測できる」という予測結果を得ることができました!
まとめ
本記事では、予測区間(Prediction Interval)の考え方や計算方法について解説しました。
改めて予測区間とは、「将来取得される1つのデータが、どの範囲に入る可能性があるかを信頼度付きで推定する方法」です。
平均値だけでは判断できない「将来データのばらつき」を考慮できるため、製造業において大変有用な統計手法の1つです。
例えば、製造現場では、
・次に生産される製品寸法はどの範囲に入りそうか
・現在の工程状態から将来の測定値を予測したい
・回帰分析による予測結果がどの程度ばらつく可能性があるか
といった場面で活用できます。
また、予測区間と混同されやすい区間推定として「信頼区間」や「許容限界区間」があります。この違いにも注意してください。
予測区間は、製造業では非常に有用な統計手法の一つです。特に品質保証に携わる技術者の方にはぜひマスターしてください。平均値だけでは見えない「将来のばらつき」まで考慮し、より信頼性の高い品質判断につなげていきましょう。

基本統計量_平均・分散・標準偏差の意味合いとExcelを用いた計算方法について解説!
「研究・品質改善で統計解析方法に迷っている」
製造業・医療機器分野で統計解析を実践してきた専門家が、
目的に合わせた解析方法の選定から結果解釈までサポートします。