
はじめに
製造業や品質管理の現場で、工程の安定性や品質レベルを評価する際に欠かせない指標が「工程能力指数」です。
代表的なものとして Cp と Cpk がありますが、違いを正しく理解できているでしょうか。
両者は似た数式を持ちながら、評価している内容が異なる重要な指標です。
本記事では、Cp/Cpkの数理的な意味から、違い、そして実務での使い分けまで分かりやすく解説します。
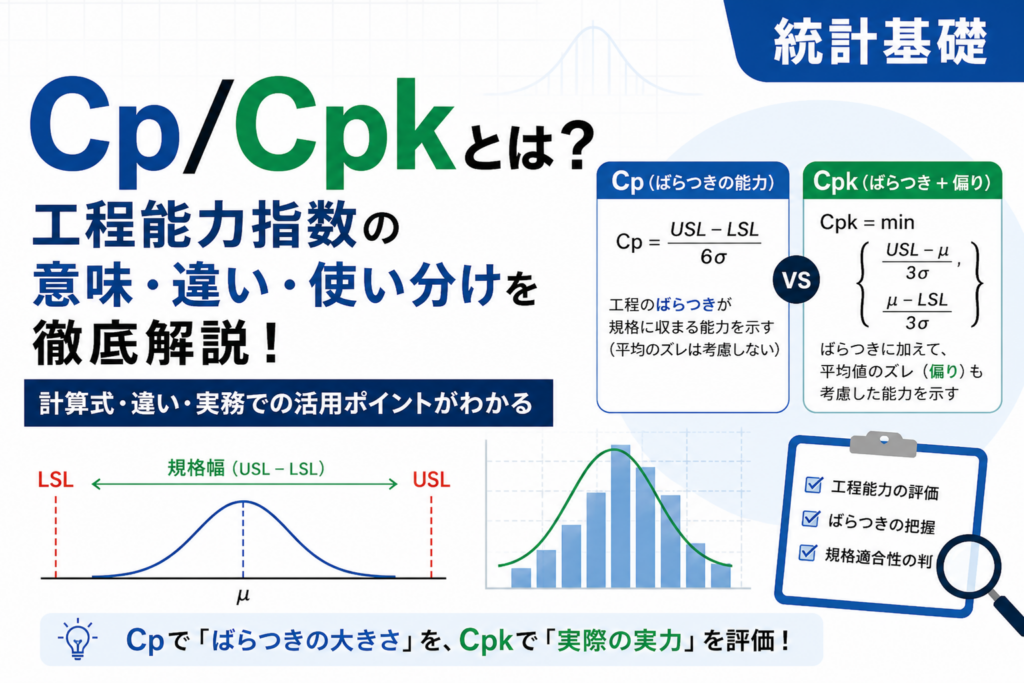
Cpとは?(ばらつきの能力)
Cpは、工程のばらつきが規格内に収まる能力を示す指標です。
平均値の位置は考慮せず、「ばらつきの大きさ」のみを評価します。
■ 数式
・USL:上側規格
・LSL:下側規格
・σ:標準偏差
■ Cpから分かること
Cpの値を見ることで、以下を確認することができます。
・ばらつきが規格に対して十分小さいか
・理論上、どれだけ良品が出せる能力があるか
つまりCpは、「工程のポテンシャル(理想能力)」 を表します。
数式を確認するとわかる通り、値に影響するのはバラつき(標準偏差)のみです。
Cpkとは?(ばらつき+偏り)
Cpkは、Cpに加えて平均値のズレ(偏り)も考慮した指標です。
実務ではこちらがより重要になります。
■ 数式
・USL:上側規格
・LSL:下側規格
・μ:平均値
・σ:標準偏差
■ Cpkから分かること
Cpkの値を見ることで、以下を確認することができます。
・ばらつきが小さいか
・平均値が規格中心にあるか
つまりCpkは、「実際の工程の実力」 を示します。
“バラつき”に加えて、”平均が規格に偏っているか”も考慮して値が算出されます。
CpとCpkの違い(重要ポイント)
両者の違いを一言でまとめると、
・Cp:ばらつきのみ
・Cpk:ばらつき+平均のズレ
となります。
両者の違いを下表にまとめましたので、参考にしてください。
実務視点では、「評価内容」の違いを理解したうえで計算することが重要です。
| 項目 | Cp | Cpk |
|---|---|---|
| 評価内容 | ばらつきのみ | ばらつき+平均のズレ |
| 平均値の影響 | 考慮しない | 考慮する |
| 意味 | 工程のポテンシャル(理想能力) | 実際の工程能力(実力) |
| 特徴 | 理想状態の評価 | 現実の品質を評価 |
また、一般的に同じデータで算出した際は、 Cpk ≤ Cp になるのが特徴です。
どちらを使用すべきか?
実務では、Cpkを優先して評価することが基本です。
理由はシンプルで、 平均値のズレも含めて「現実の品質」を評価できるためです。
ただし、CpとCpkはセットで見ることで真価を発揮します。
次の項にて詳しく解説します!
CpとCpkの組み合わせによる判断
工程の状態は、CpとCpkの関係で以下のように整理できます。
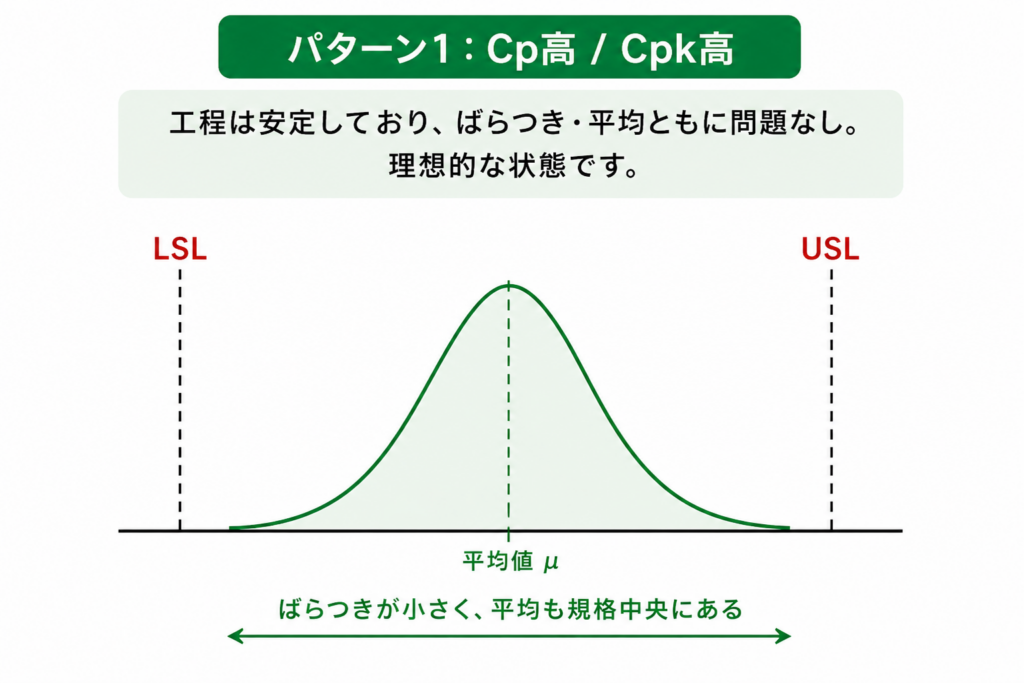
パターン1:Cp高 / Cpk高
工程は安定しており、ばらつき・平均ともに問題なし。理想的な状態です。
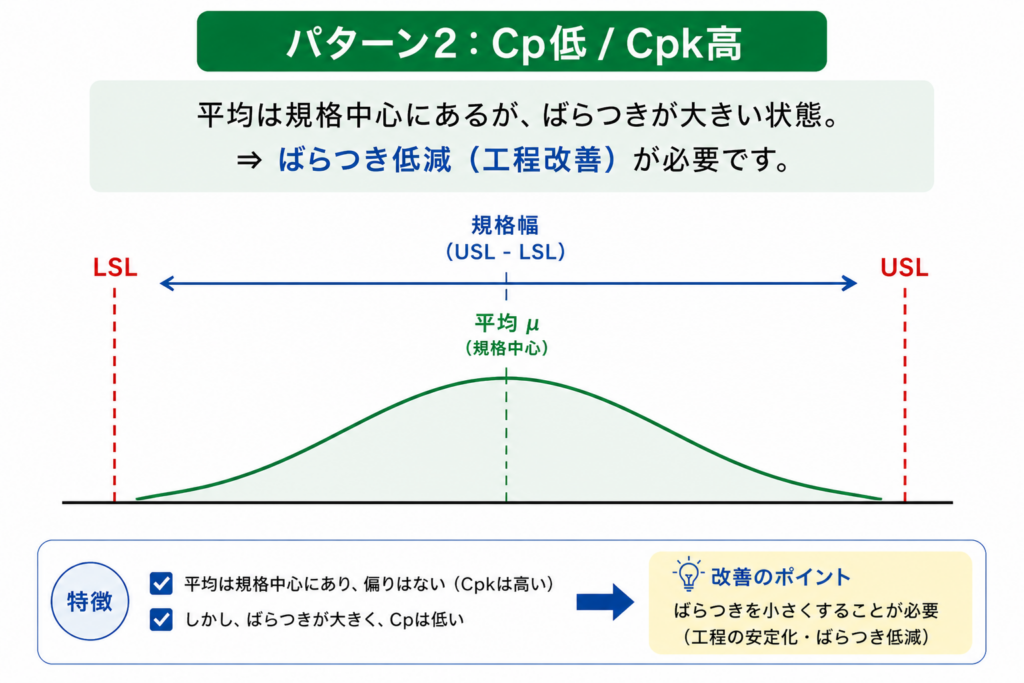
パターン2:Cp低 / Cpk高
平均は規格中心にあるが、ばらつきが大きい状態。
ばらつき低減(工程改善)が必要です。
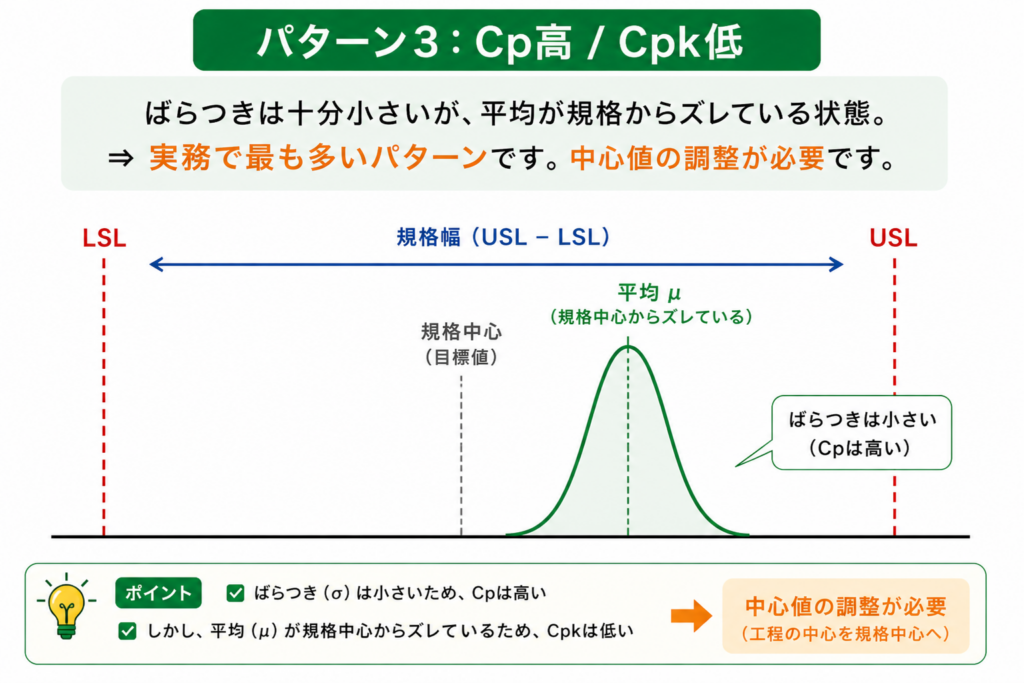
パターン3:Cp高 / Cpk低
ばらつきは十分小さいが、平均が規格からズレている状態。
実務で最も多いパターンです。中心値の調整が必要です。
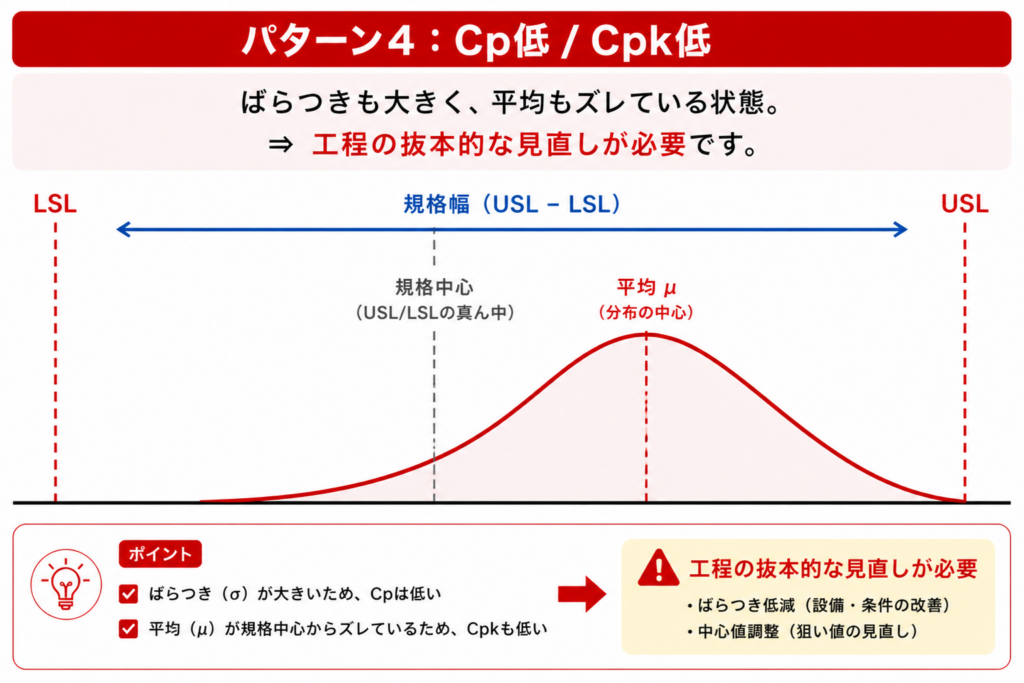
パターン4:Cp低 / Cpk低
ばらつきも大きく、平均もズレている状態。
工程の抜本的な見直しが必要です。
実務での目安🔎
一般的な基準として用いられるCpとCpkの基準値を下表にまとめました。
| 指標値 | 評価 | 意味・状態 |
|---|---|---|
| Cp / Cpk < 1.00 | 不十分 | 規格を満たす能力が不足(不良発生の可能性大) |
| Cp / Cpk ≒ 1.00 | 最低限 | 規格ギリギリで管理(余裕なし) |
| Cp / Cpk ≥ 1.33 | 良好 | 一般的に合格とされるレベル(安定した工程) |
| Cp / Cpk ≥ 1.67 | 高品質 | 重要部品や高信頼性製品で要求されるレベル |
| Cp / Cpk ≥ 2.00 | 非常に優秀 | ばらつきが非常に小さく、余裕のある工程 |
※業界や製品によって要求水準は異なります
よくある誤解🚫
・Cpが高いから安心とは限らない
Cpはばらつきのみを評価する指標であり、平均値の位置は考慮されません。
そのため、平均が規格中心からズレている場合、Cpが高くても不良が発生する可能性があります。
・Cpkだけ見れば十分とは言えない
Cpkは実際の工程能力を評価する上で重要な指標ですが、Cpと併せて確認することで、
「ばらつきが問題なのか」「平均のズレが問題なのか」を切り分けることができます。
改善の方向性を明確にするためにも、CpとCpkはセットで評価することが重要です。
まとめ
CpとCpkはどちらも重要な指標ですが、役割が異なります。
・Cp:工程のポテンシャル
・Cpk:工程の実力
実務では、 Cpkで評価し、Cpで改善余地を判断するという使い方が最も効果的です。
本記事にまとめたパターン1~4も是非参考にしてください。
工程能力指数を正しく理解することで、
品質改善の精度が大きく向上します。
ご相談(ココナラ)
また、Excel分析・統計解析のご相談をココナラで受け付けています。
「このデータどう見ればいい?」
「Cpkや管理図を実務で使いたい」
といった内容も対応可能です。
・製造業・品質管理の実務目線でサポート
・分析代行/解釈のアドバイスどちらもOK
・見積もり・相談は無料です
ご興味のある方は、記事サイドバーのリンクからお気軽にご相談ください。
品質管理の超基本_工程能力指数Cpkの意味合い、計算方法まで詳しく解説!

基本統計量_平均・分散・標準偏差の意味合いとExcelを用いた計算方法について解説!