はじめに
製造現場では「データはあるのに活用できていない」というケースが非常に多くあります。
その第一歩として最も簡単で効果的なのが、ヒストグラムによる分布の可視化です。
本記事では、現場データを想定しながら
・Excelでヒストグラムを作る手順
・結果の読み取り方
・品質改善につなげるポイント
を、実務目線で解説します
統計初心者の方でも明日から使える内容です
この記事を読めば、Excelでヒストグラムを作れるだけでなく、工程改善にどう活かすかまで理解できます
ヒストグラムとは何か?
データのばらつきを視覚化するグラフです
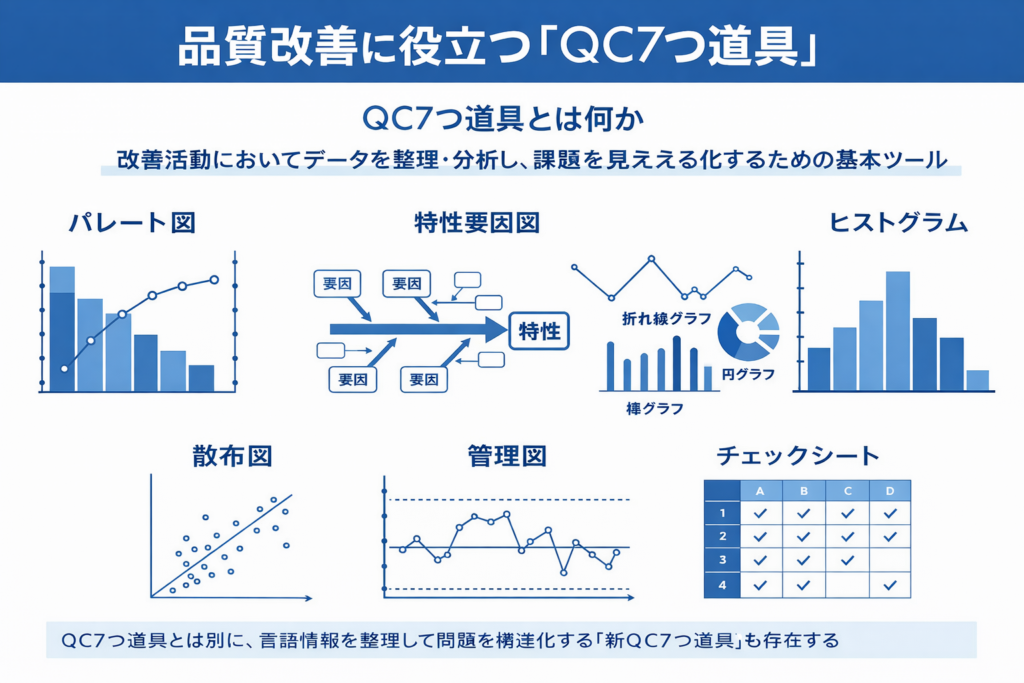
製造では「工程の安定性」を確認する基本ツールであり、QC7つ道具にも含まれる超基本ツールです。
ヒストグラムを使用することで
・分布の形状の確認 (きちんと正規分布しており、統計的工程管理状態にあるか?)
・規格値に対して、偏りはないか?
・極端な外れ値はないか?
を確認することができます
以下で、Excelでの作成方法と確認すべきポイントについて学びましょう
今回使うサンプルデータ
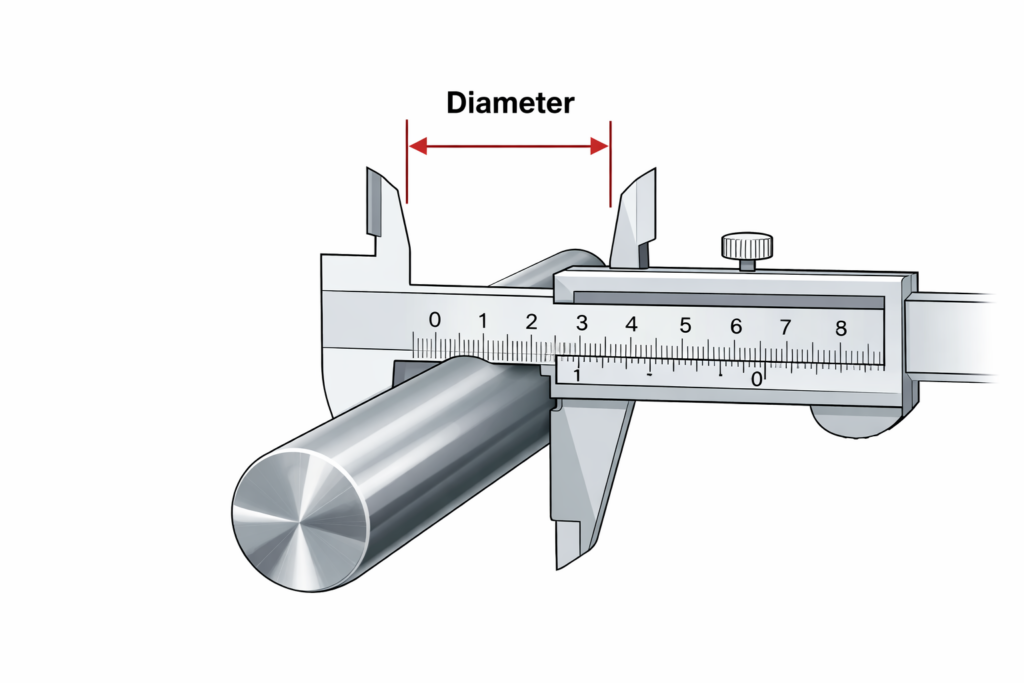
今回は金属丸棒の製造工程にて、直径寸法が狙い通りに作製されているかを確かめる必要が出てきました
そこで工程からランダムにサンプリングし、以下に金属丸棒の寸法データを30取得しました
このデータを使って分析してみましょう
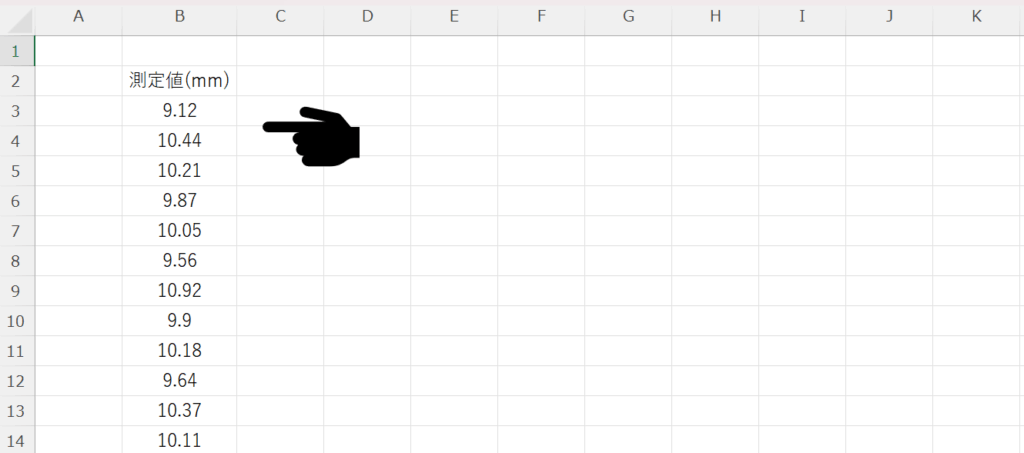
測定値(mm) の例
| 丸棒No. | 測定値 |
| No.1 | 10.01 |
| No.2 | 9.98 |
| No.3 | 10.00 |
| ・・・ | ・・・ |
| No.30 | 10.08 |
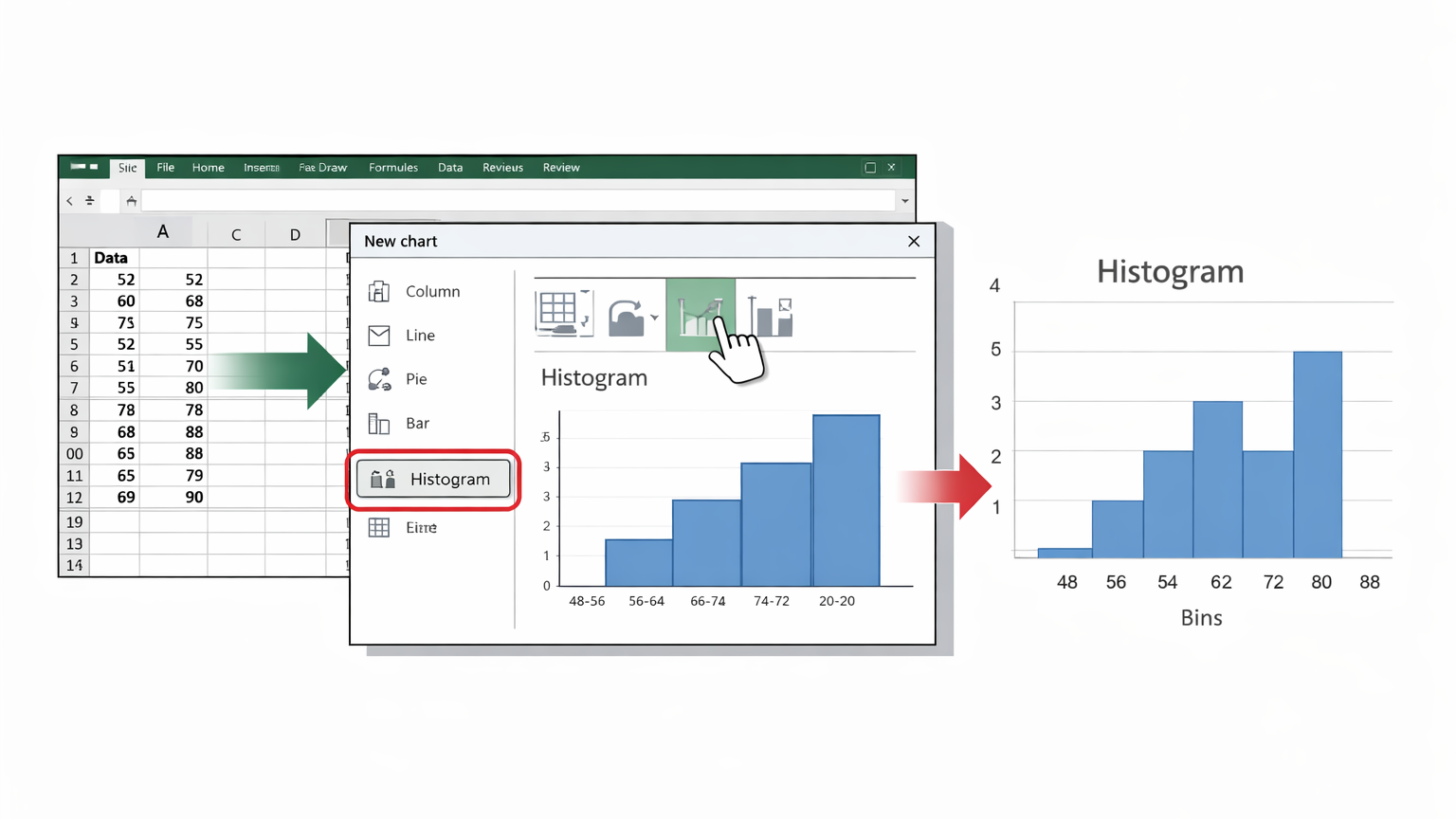
Excelでヒストグラムを作る手順
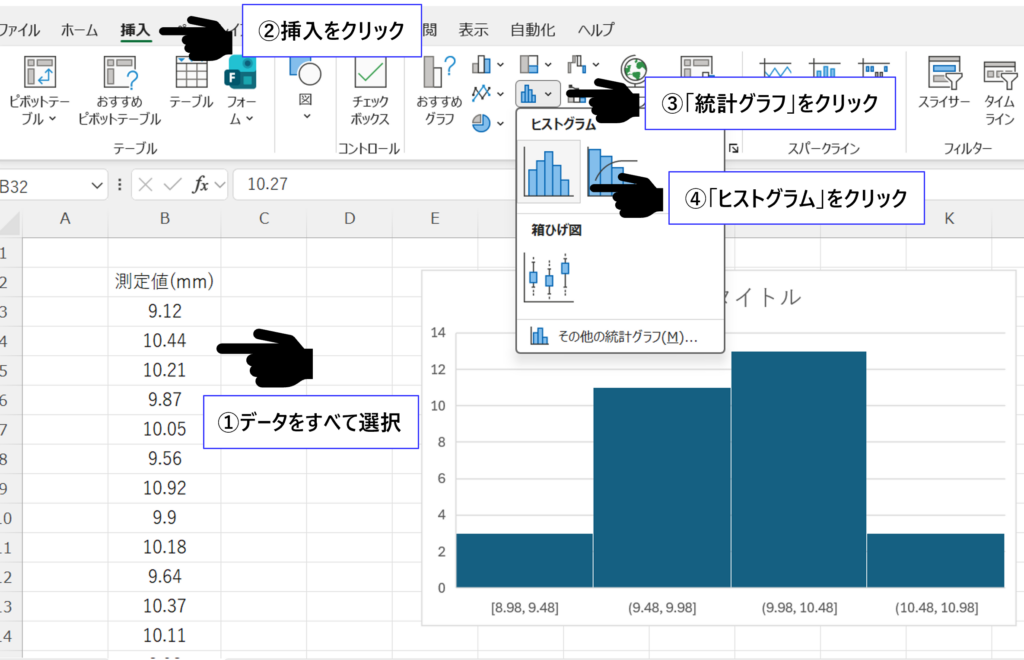
①データを入力
②「挿入」→「統計グラフ」→「ヒストグラム」
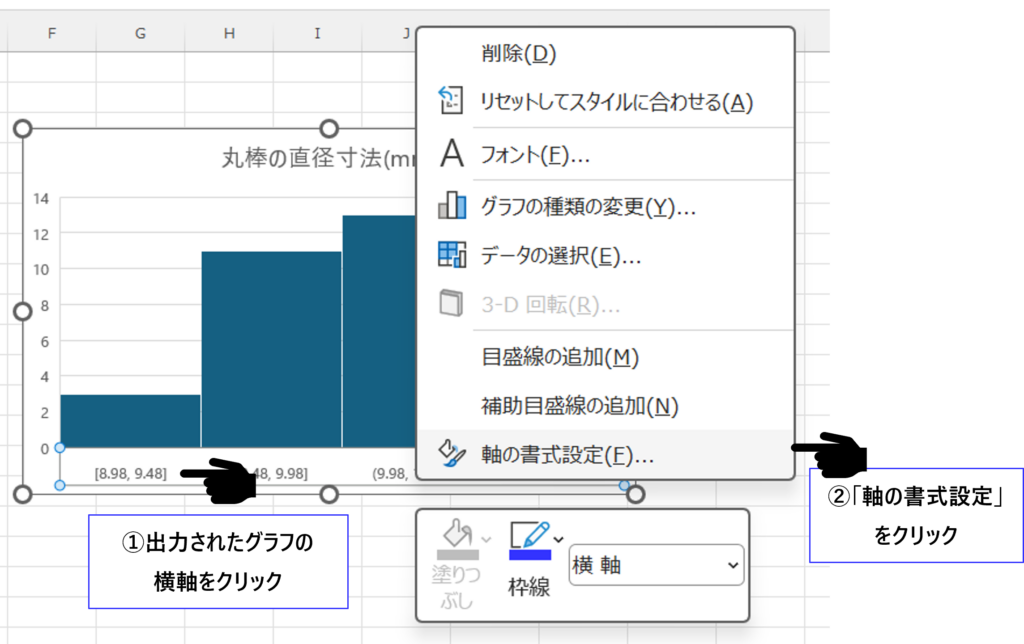
③ ビン幅を調整
これを実施しないと、グラフが見にくいです(正確に分布の様相をつかめません)
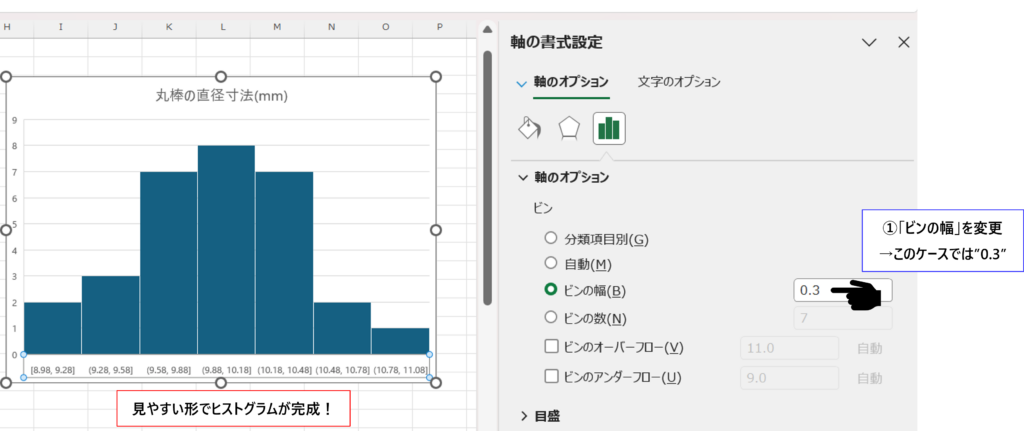
※参考:ヒストグラム横軸「ビンの幅」の決め方
以下のステップで決めるのが最も簡単です
① データの最大ー最小を求める
② その値を6~8で割る
今回の事例だと(10.92-8.98)/ 7 = 0.28 →0.3です!
ヒストグラムの読み方(業務で役立つ!)
ヒストグラムを読み解く際は、以下の点に着目しましょう
①~③に該当している際は、改善に余地ありです
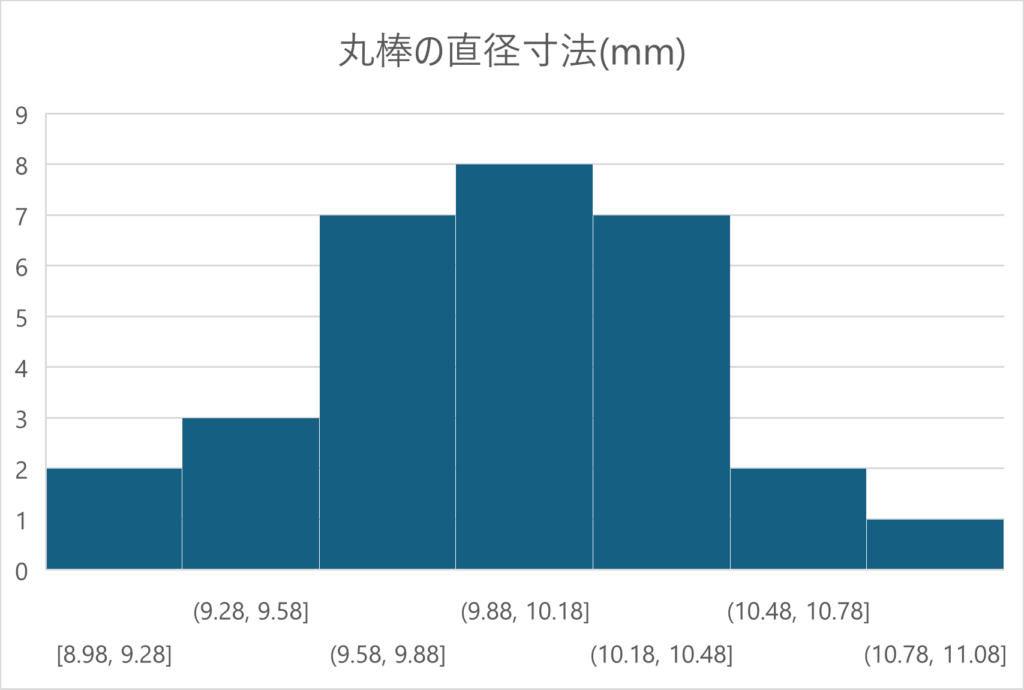
⓪工程が安定状態にあるヒストグラム
・分布が左右対称である(偏りがない)
・分布のすそ野が広すぎない(ばらつきが大きくない)
これらの特徴を持つ分布を”正規分布”と呼びますが、下図のようになっていればOKです
※もちろん、分布全体が規格値に収まっていることは確認しましょう
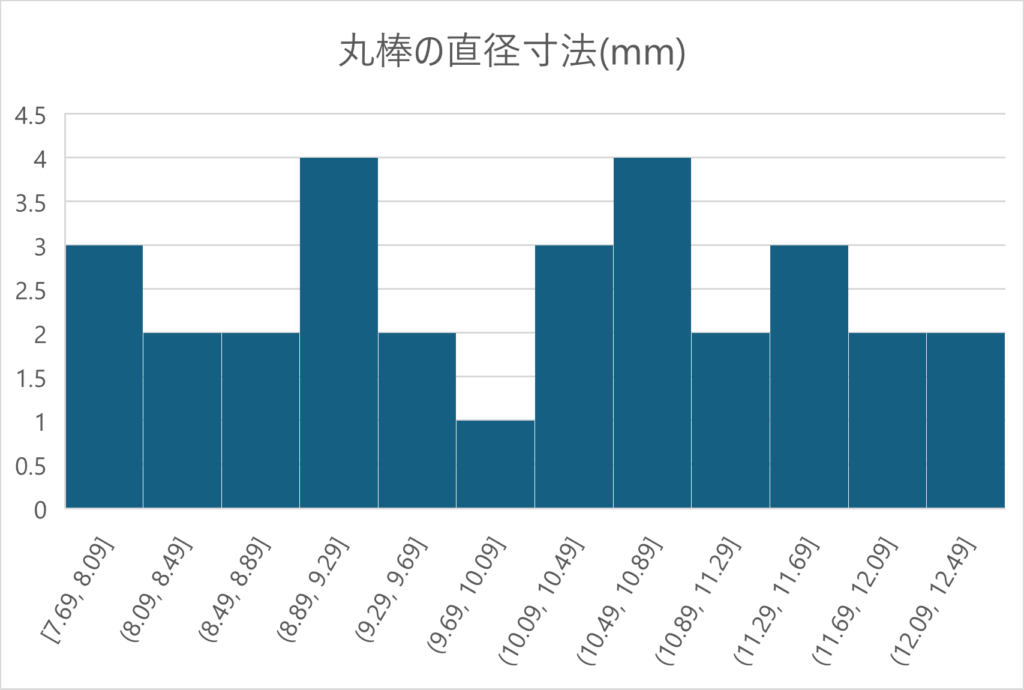
① 分布が左右に広い
この場合は、工程のばらつきが大きいことを示しています
ばらつきが大きいということは、規格を超える”不良品”が生産される可能性も高くなります
このケースでは”工程のばらつき”に対して改善したほうがよいでしょう
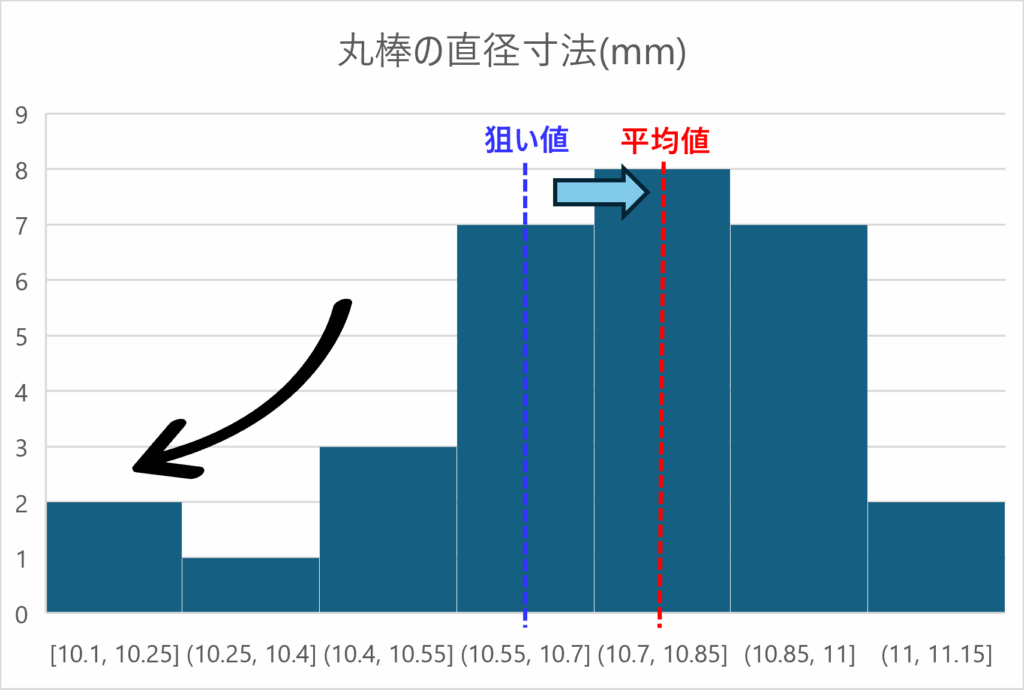
② 分布の平均(真ん中)が片方に偏る
この場合では、規格の真ん中(=狙い値)に対して実際の製品の出来栄えがうまく制御できていないことを示しています(※下図の例では、できばえ寸法が太く作製されている)
ばらつきは問題ないですが、平均値を下げる改善を打ったほうがよいと言えます
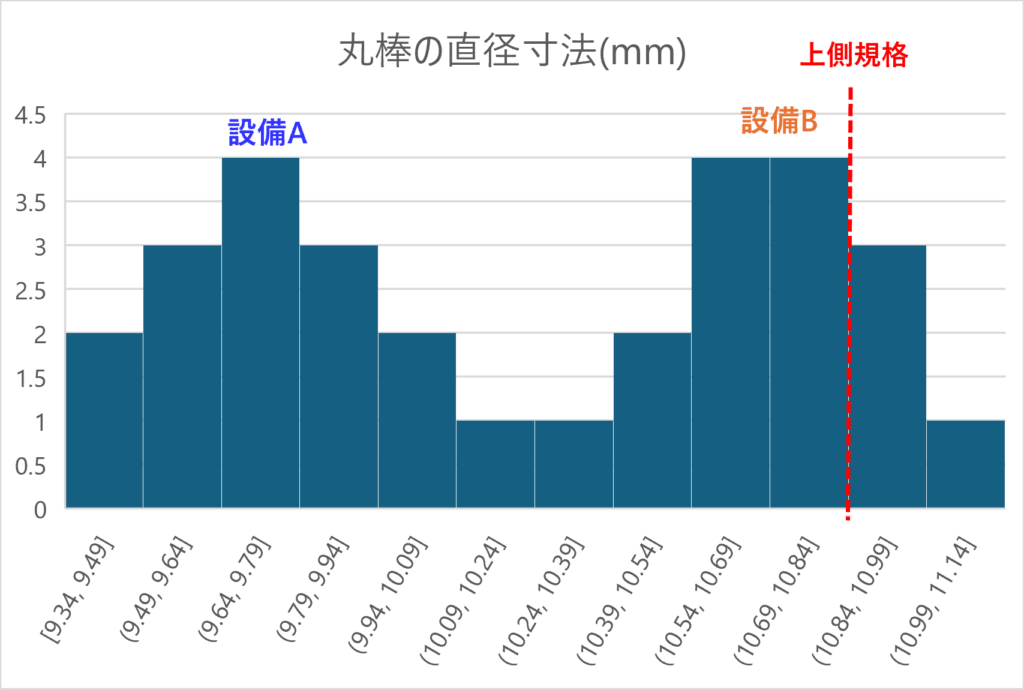
③ 分布が二山(マルチモーダル)になっている
このケースも実はめずらしくありません
分布がふた山になっているケースでは、例えば”材料ロット”や”製造ライン”といった違いで
できばえが異なっていることが多いです
下図のケースでは、製造ラインBで製造された製品はできばえが太く、規格を超える可能性が
高いためこのラインでの製造を控えるか、改善する必要が出てきます
まとめ
ヒストグラムはQC7つ道具に挙げられる工程改善ツールの1つであり、
自工程の状況を見るうえで非常に使う機会の多いグラフです
「いつもより不良率が高いな?」「いつもと挙動が違うな」を感じた際は、まずはヒストグラムを作成して確認するようにしてください
慣れてしまえば5分でできます
最後に
現場で統計を使う際は、
「どの手法をどの順番で使うか」が最も重要です。
本サイトでは、ExcelやMinitabを使った
製造現場向けの統計活用方法を体系的に解説しています。
今後、実務者向け統計解析セミナーも開催予定ですので、
興味のある方はぜひ他の記事もご覧ください
✅あわせて読みたい