

はじめに
製造現場では「不良が出た」「最近ばらつきが大きい」といった声をよく聞きます。
しかし、その変動が
・自然なばらつきなのか
・異常の兆候なのか
を感覚で判断してしまうと、不要な対策や見逃しにつながります。
そこで重要になるのが 管理図(Control Chart) です。
管理図を使えば、工程が安定しているのか、異常が発生しているのかを客観的に判断できます。
特に筆者の経験談としては、「時々刻々とトレンドが変化する様を早期に捕まえることで、異常の未然防止につながる」という使い方最もおすすめです。
筆者も品質管理の経験がありますが、「未然にどう不良や異常を防止するか?」という難題に対して利用したツールの一つがこの「管理図」でした。
本記事では、製造現場で最もよく使われるXbar-R管理図 をExcelで作る方法まで解説します。
管理図とは?
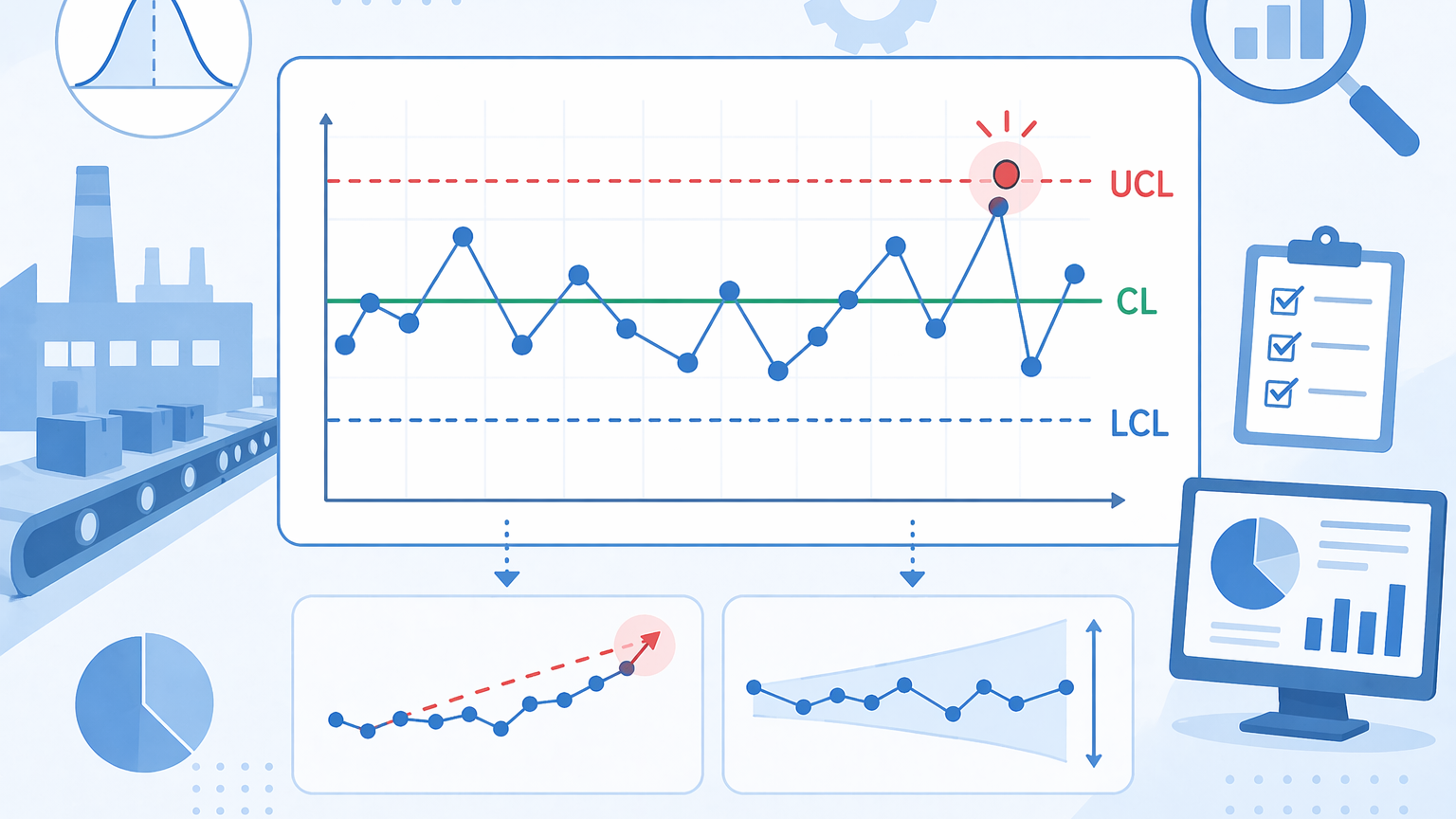
管理図とは、工程のばらつきを時系列で監視し、異常を検出するための統計的ツールです。
単にデータを並べるのではなく、
・中心線(平均値)
・管理上限(UCL)
・管理下限(LCL)
を設定し、その範囲内に収まっているかを見ることで、工程の安定性を判断します。
また異常値がなかったとしても、時々刻々と変化するデータを可視化することで
・データが上昇傾向にある (数日後に”異常値”となりそう)
・ばらつきが増大傾向にある (設備の何かしらのパーツが劣化・摩耗している)
といった変化を視覚的にとらえることができる強力なツールです。
管理図には複数種類がある
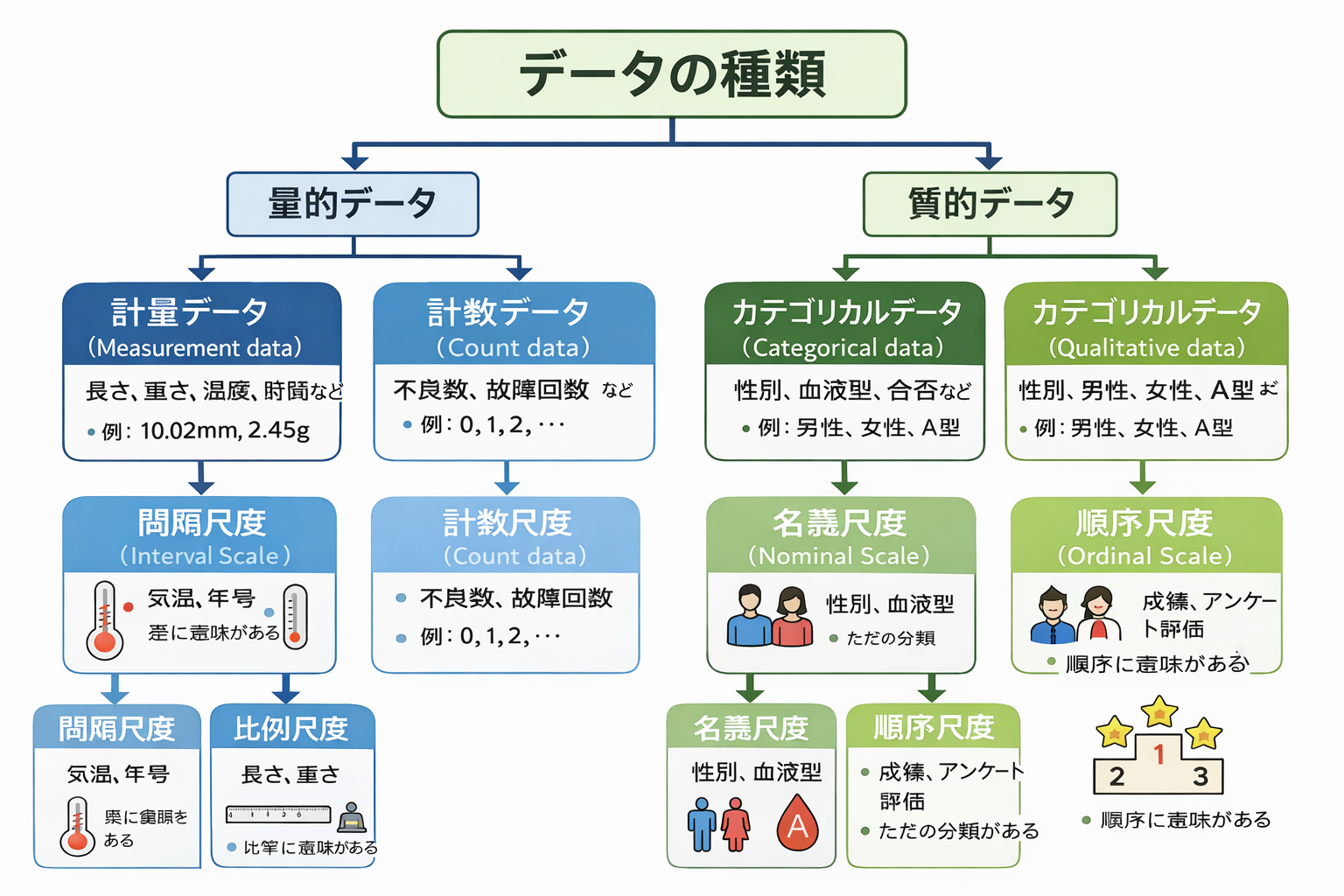
測定データの種類によって、使用する管理図は異なります。
計量値データ(連続値)
→ 長さ、重量、温度など単位のある連続値が該当します。
主な管理図は以下です
| 管理図 | 用途・特徴 |
|---|---|
| Xbar-R管理図 |
最も一般的に使われる管理図。 工程平均とばらつきを同時に監視できます。 |
| Xbar-S管理図 |
サンプル数が多い場合に使用する管理図。 範囲(R)の代わりに標準偏差(S)を使用します。 |
| 個別値管理図 |
1個ずつ測定する場合に使用する管理図。 少量生産や個別測定データに適しています。 |
計数値データ(個数)
→ 不良数、欠点数など「数を計測したデータ」は以下の管理図になります
主な管理図には以下があります。
| 管理図 | 用途・特徴 |
|---|---|
| p管理図 |
不良率を管理するための管理図。 ロットごとの検査数が異なる場合にも使用できます。 |
| np管理図 |
不良数を管理するための管理図。 ロットごとの検査数が一定の場合に適しています。 |
| c管理図 |
欠点数を管理するための管理図。 製品1個あたりに発生する傷や汚れなどの欠点数を管理します。 |
製造業で最もよく使われるのが「 Xbar-R管理図」 です
理由は
・工程平均の変化
・ばらつきの変化
を同時に監視できるためです。
次項の事例をもとに、Excelでの管理図の作成方法と結果の解釈について学びましょう

データの種類について体系的に解説!(最初に読みたいデータの超基本)
事例:金属板厚みの工程監視
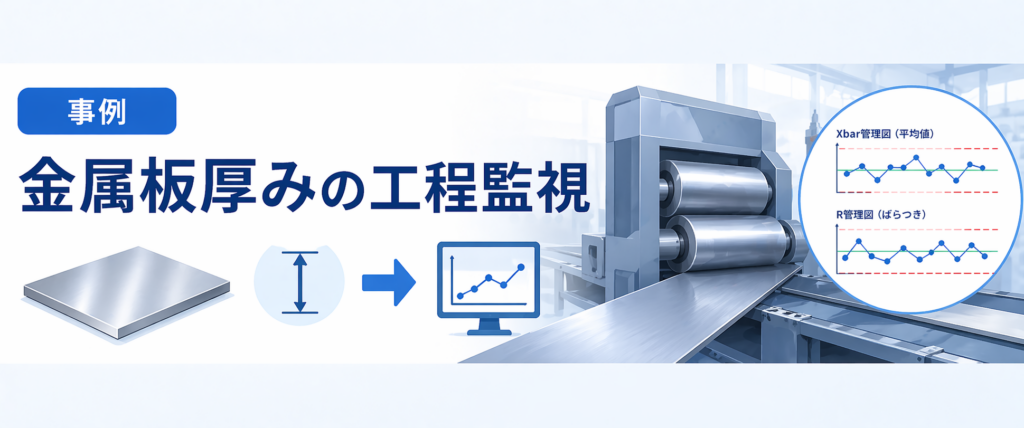
あるプレス工程で、金属板の厚みを管理していました。
顧客より要求されている規格は以下です。
| 項目 | 値 |
|---|---|
| 規格中心値 | 100 mm |
| 上限規格(USL) | 102 mm |
| 下限規格(LSL) | 98 mm |
検査員は1時間ごとに5枚を測定し、平均値を記録していました。
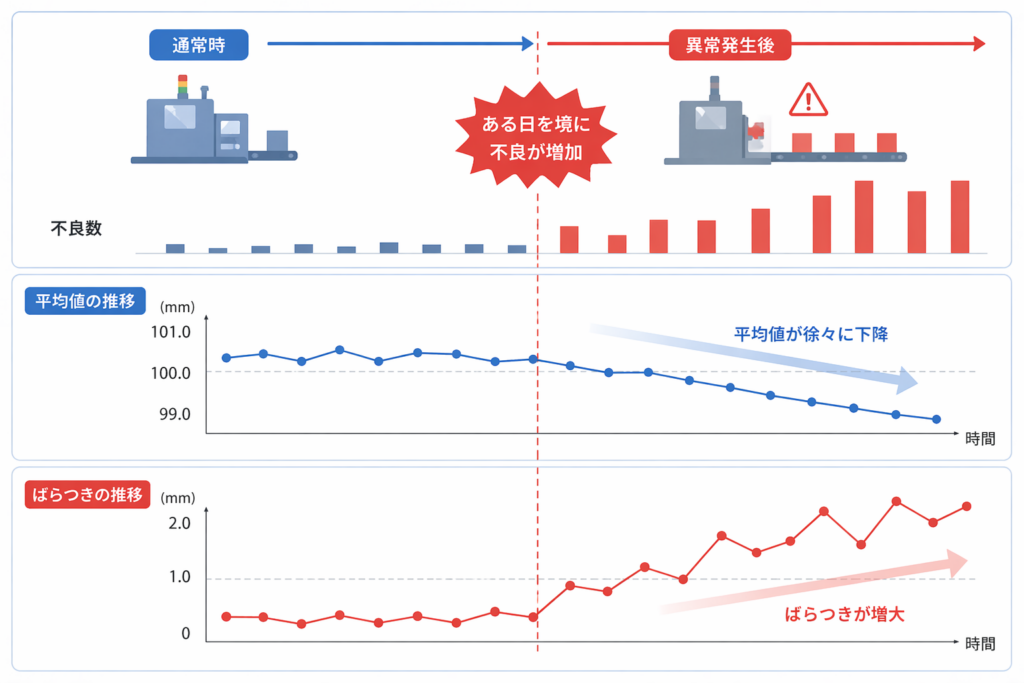
しかしある日を境に、突然不良が増加しました。
原因を調べると、
・平均値が徐々に下降しており
・ばらつきも急増していた
ことが判明しました。平均値のデータのみを見ていたため、異常を検出できませんでした。
しかしXbar-R管理図を使えば
・平均値の変動
・ばらつきの異常
を可視化することで同時に確認でき、早期に設備異常を発見できます。
工場では、こういった反省をもとに、管理図を用いて製造される製品のトレンド監視することにしました。以下のサンプルデータを用いて実際に管理図を作ってみましょう。
管理図を作る前に_用語の理解
ここではサンプルサイズ10のXbar-R管理図を作成します。
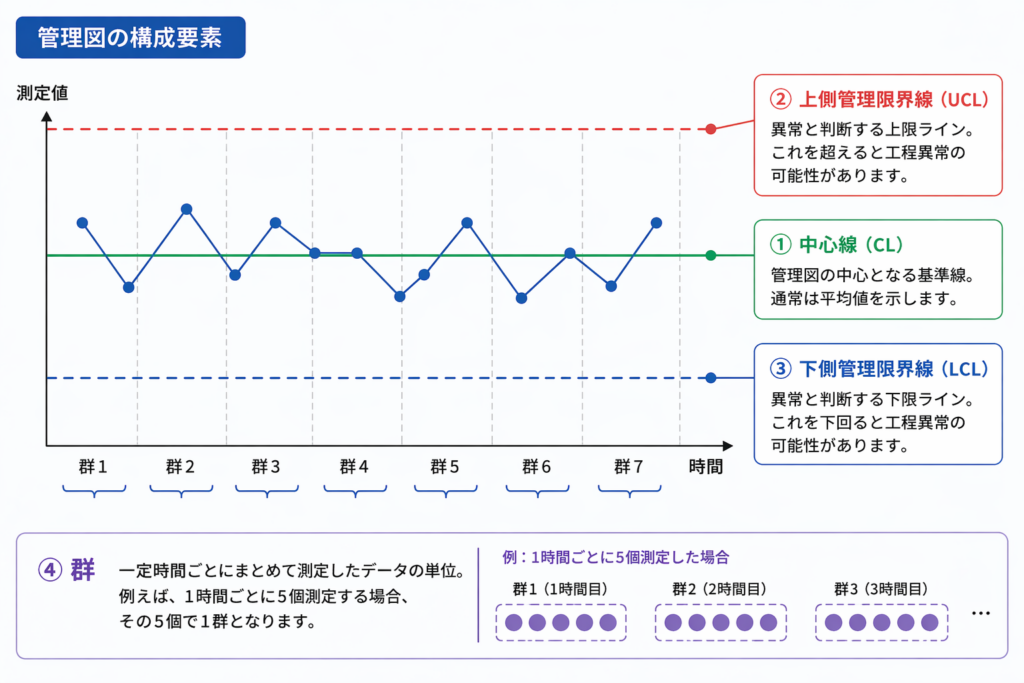
管理図作成のためには、構成する以下4つのパーツを理解する必要があります
①中心線_CL
②上側管理限界線_UCL
③下側管理限界線_LCL
④群
まずはそれぞれについて言葉の意味を説明していきます
①中心線_CL
管理図やR管理図のデータの中心を示す直線で、実線で表現します
事例のケースでは、1Lot内の5データが集まった群の全データを平均したものです
→簡単に表現すると、「全測定データの真ん中」を示したものになります
②上側管理限界線_UCL
中心線の上に並行に引かれた上側の管理限界線で破線、または一点鎖線で表します
※英語では”Upper Control Limit”と呼ばれ、UCLと呼ばれることが多いです
→この線を上側超えたデータは”異常値”と扱われます
③下側管理限界線_LCL
中心線の上に並行に引かれた上側の管理限界線で破線、または一点鎖線で表します
※英語では”Lower Control Limit”と呼ばれ、LCLと呼ばれることが多いです
→この線を下側に超えたデータは”異常値”と扱われます
④群
データを”1日”あるいは”1Lot”のように小さなグループに分けることを『群分け』と呼び
分けたデータのまとまりを『群』と言います
また、群を構成しているデータの数を『群の大きさ』と言い
記号:nで表します
事例のケースでは、「1Lotあたり5データ」で構成されているため、群 → 5 として扱います
Excelでの実施方法
それではこの項では、Excelを使ったXbar-R管理図の具体的な作成方法について説明します
以下にExcelの計算も含めた具体的な計算式を記載していますが、↓のテンプレート上で関数をすべて組んでおりますので、データを入力頂ければそのまま使えます!
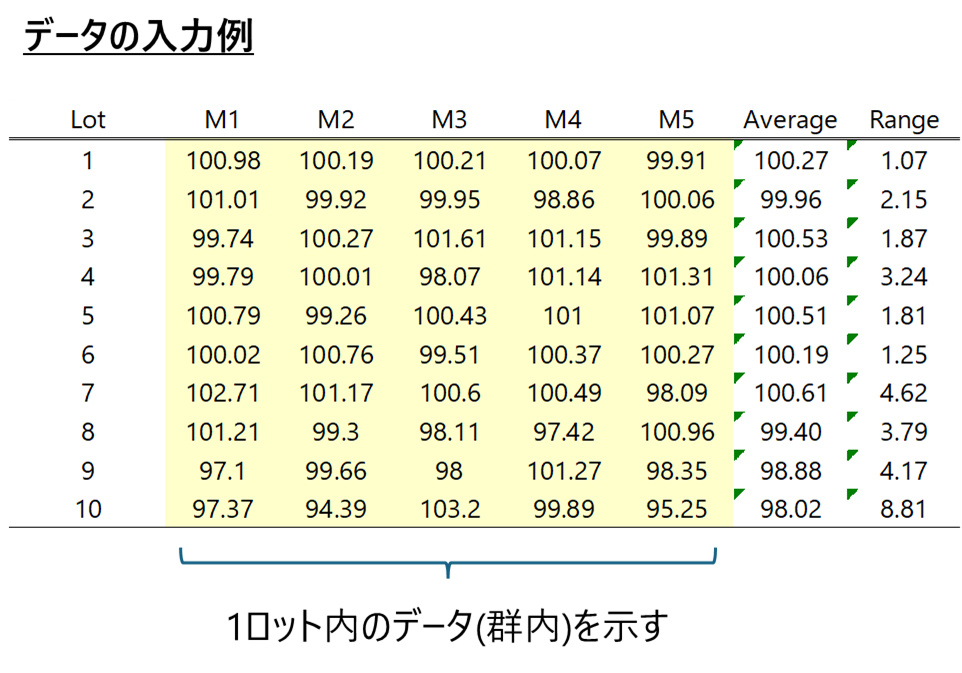
①データをまとめる
まずは下図のように、取得したデータをまとめます
この時、データが”日時”や”Lot”といった群に分かれているときは、
・群の名称を縦 (列方向)
・群の中身の各データを横 (行方向)
に整理すると、後に計算がスムーズになります
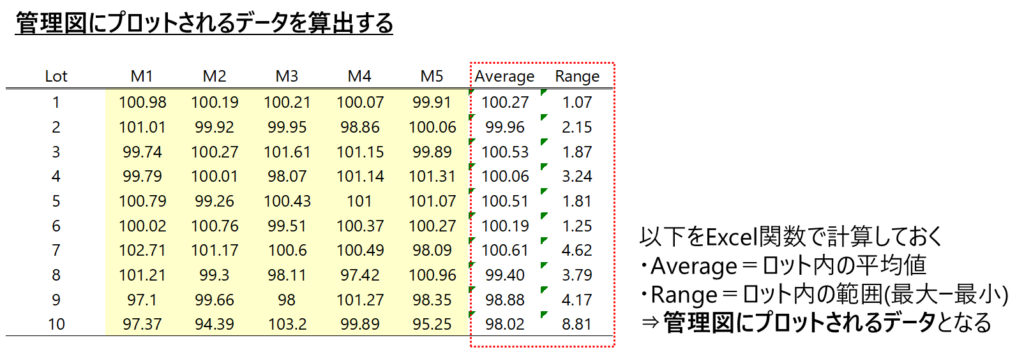
②群ごとに ”平均値_Ave” と ”範囲_R” を算出
下図の形で群ごとの
・合計値
・平均値_Ave
・範囲_R
を算出します
ここでの”範囲”とは群内の5データのうち、最大値から最小値を引いた値を指します
→群内のバラつき度合いを表現したものと言えます
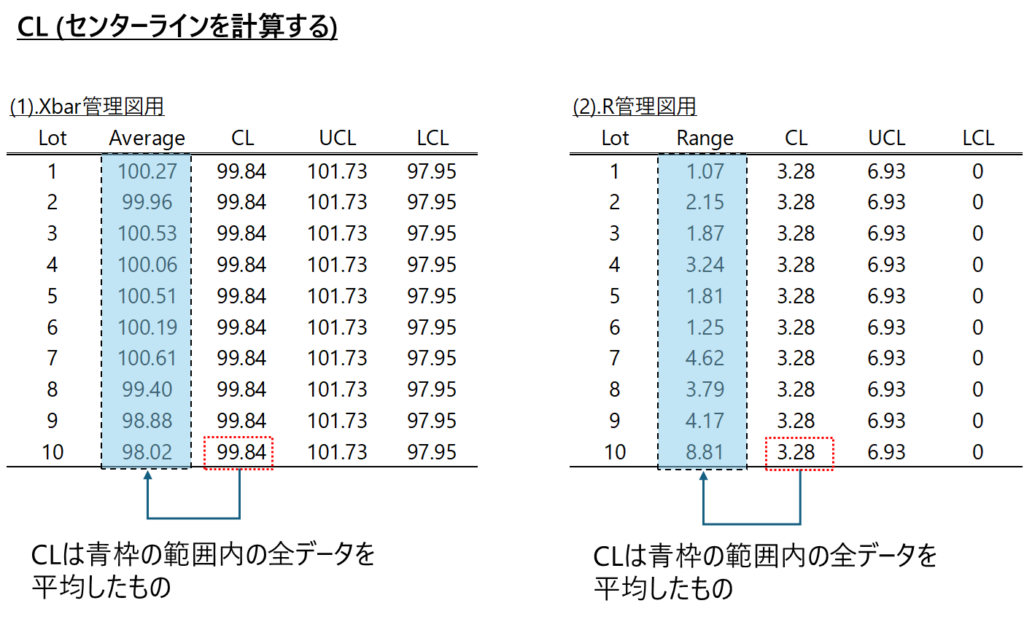
③群全体の平均値を算出する
②にて求めた群ごと(Lotごと)の平均値について、今度は群全体の平均値を算出します
・群ごとの平均値の平均 = 99.84
・群ごとの範囲の平均 = 3.28
ここで求めた平均値が、後に管理図を作成した際の「Xbar管理図」「R管理図」の中心線_CLになります。
④管理限界線を算出する
ここで、”異常値”を判定するための”管理限界線”を求めます
計算の過程でA2、D4、D3で表される係数が出てきます。
これらの係数は群の大きさによって定義されているものです、係数表を確認したい方は下の
参考:A2、D4、D3の係数表を確認ください(Excelテンプレートにも記載しています)。
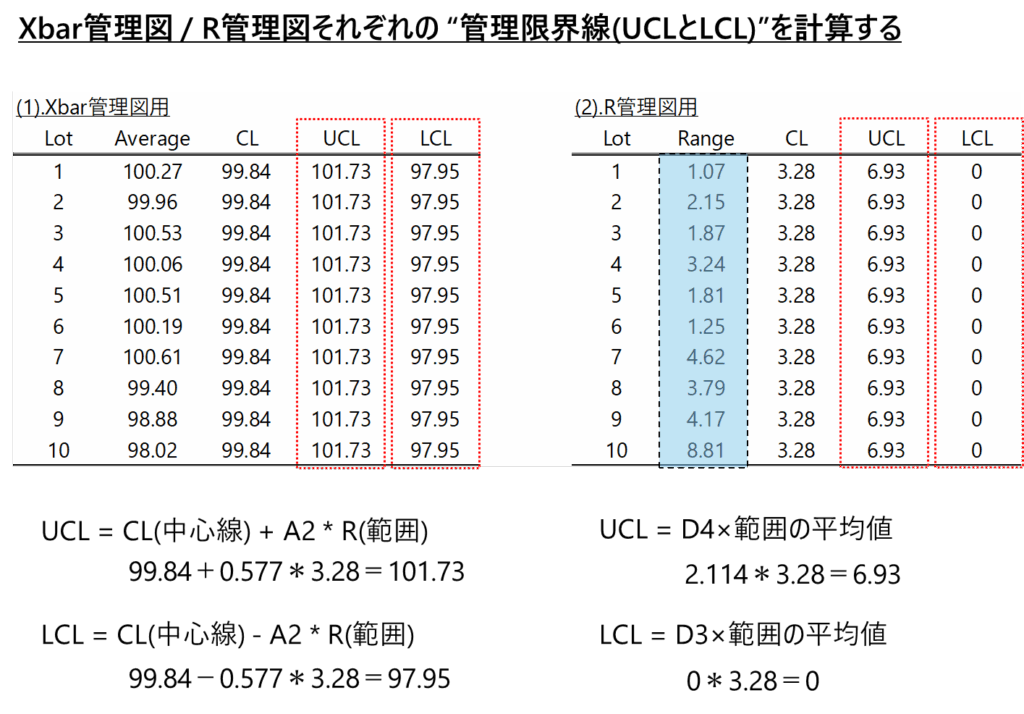
●Xbar管理図の管理限界線の算出
まずは、「Xbar管理図」からです。それぞれ求めていきましょう。
・上側管理限界_UCL
CL:中心線(平均値)
A2:群サイズごとに決まる管理図定数
R:範囲(最大値 − 最小値)
事例のケースでは、UCL:99.84+0.577*3.28=101.73になります
・下側管理限界_LCL
CL:中心線(平均値)
A2:群サイズごとに決まる管理図定数
R:範囲(最大値 − 最小値)
事例のケースでは、LCL:99.84-0.577*3.28=97.95になります
●R管理図の管理限界線の算出
次に、「R管理図」についても求めていきます
・上側管理限界_UCL
D4:群サイズごとに決まるR管理図用の定数
範囲の平均値:各群の範囲(最大値 − 最小値)の平均
事例のケースでは、UCL:2.114*3.28=6.93になります
・下側管理限界_LCL
D3:群サイズごとに決まるR管理図用の定数
範囲の平均値:各群の範囲(最大値 − 最小値)の平均
事例のケースでは、LCL:0*3.28=0になります
※R管理図において下限が設定されることは少ないです(バラつきは通常、小さい程よいので)
●参考:A2、D4、D3の係数表
| n | A2 | D4 | D3 |
| 2 | 1.880 | 3.267 | 0.000 |
| 3 | 10.23 | 2.574 | 0.000 |
| 4 | 0.729 | 2.282 | 0.000 |
| 5 | 0.577 | 2.114 | 0.000 |
| 6 | 0.483 | 2.004 | 0.000 |
| 7 | 0.419 | 1.924 | 0.076 |
※n:群の大きさ (群内のデータ数)
※詳細を知りたい方は、JIS Z 9021:1998を確認してください
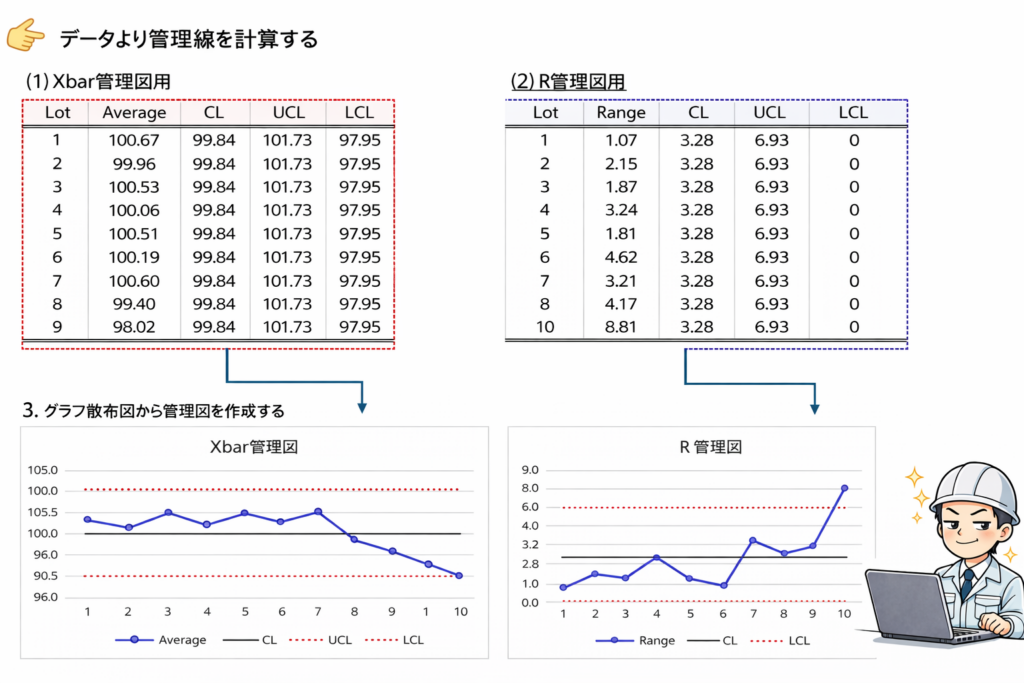
⑤管理図を作成する
ここでいよいよ管理図を作成します。
Excelで管理図を作成する際は、以下のステップを踏む必要があります
・Step1:軸の範囲を整える
・Step2:折れ線の色、太さ等を整える
・Step3:補助線を消す
・Step4:グラフの枠線を消す
・Step5:タイトルを書き換える
今回は私の方で管理図テンプレートを作成しておきましたので、データを入力するだけで管理図が完成します!まずは完成のイメージをつかむところから行きましょう。
(時間のある方は1から作成してみると、より深く理解できると思います)
⑥結果の解釈
本事例では、Xbar管理図とR管理図の両方に注意すべき兆候が見られます。
管理図は「平均」と「ばらつき」を分けて確認することで、工程異常の種類を特定できます。
この項では、管理図を作成した際に確認すべきポイントについて説明します。
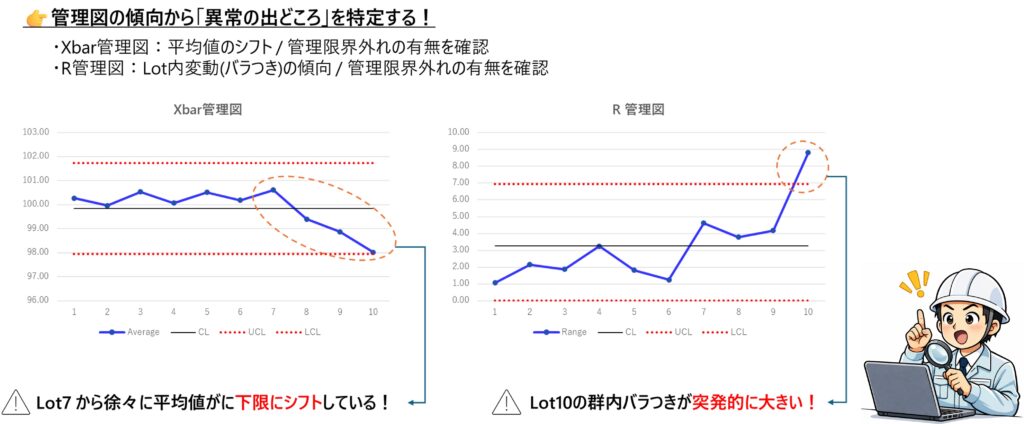
Xbar管理図で確認すべきポイント
Xbar管理図では、ロット7以降で平均値が連続して低下し、最終的に下限付近まで到達しています。
これは単なる偶然のばらつきではなく、工程の中心値が徐々に変化している可能性を示しています。
管理図では次のような傾向に注意します。
・平均が片側に連続して並ぶ
・上昇または下降のトレンドが続く
・管理限界内でも偏りが生じている
今回のケースはまさにこの「連続した下降傾向」に該当し、工具摩耗・温度変化・材料ロット差などによる工程ドリフト(慢性的変化)が疑われます。
このような状態を放置すると、やがて規格外が発生する可能性が高くなります。
R管理図で確認すべきポイント
R管理図ではロット10でばらつきが急増し、管理上限を超える点が確認できます。
R管理図では次のような兆候を重点的に確認します。
・管理上限を超える点がある
・ばらつきが急に大きくなる
・直前まで安定していたのに単発異常が出る
今回のロット10はこれに該当し、測定ミス・設備トラブル・作業者変更・突発外乱などによる
特別原因による異常の可能性が高い状態です。
このような点は「偶然」ではなく、原因追跡と再発防止が必須となります。
本事例の総合評価
今回の工程では、
・平均値 → 徐々に低下(慢性的な工程変化)
・ばらつき → 最後に急増(突発的異常)
という 異なるタイプの問題が同時に発生 しています。
したがって対応としては、
| 対応区分 | 内容 |
|---|---|
| 突発対応 | ロット10の異常要因を特定する |
| 恒久対策 | 工程条件の長期変化を確認する |
という二段階の対策が必要です。管理図は「異常の種類」を見分けるツールであり、平均とばらつきを分けて解釈することが重要です。
最後に
品質改善は、不良が出てから対策するものではなく、異常の兆候を早期に検出することが重要です。
まずは自工程のデータを使い、「工程は本当に安定しているのか?」を確認してみてください。そこから改善は始まります。
Stat Lab Analyticsでは、製造業・研究開発の現場で統計解析を実践してきた経験をもとに、実務者向けの統計解析サポートを行っています。
解析手法の選定から、データ解析、結果の解釈まで目的に合わせてサポートいたします。
ご相談・お見積りは無料です。
統計解析でお困りの方は、以下のお問い合わせフォームよりお気軽にご相談ください。

管理図を使った高度テクニック_異常を早期発見する8つの判定ルールについてわかりやすく解説!