

はじめに
工程の安定性を確認するために使われる代表的な手法が「管理図」です。
当サイトでもこれまで、管理図の基本的な考え方や、異常を早期発見するための「8つの判定ルール」について解説してきました。
一方、実務では「これまで安定していた工程で、ある日から突然管理限界外れが頻発した」という事態も珍しくありません。
特に製造業や品質管理の現場では、管理限界外れが起きた際に迅速かつ適切に対応できるかどうかで、不良流出や顧客クレーム、工程停止のリスクが大きく変わります。
そこで本記事では、管理限界外れが起きた際に確認すべきポイントと、実務での具体的な対処方法についてわかりやすく解説します。
管理図とは?(振り返り)
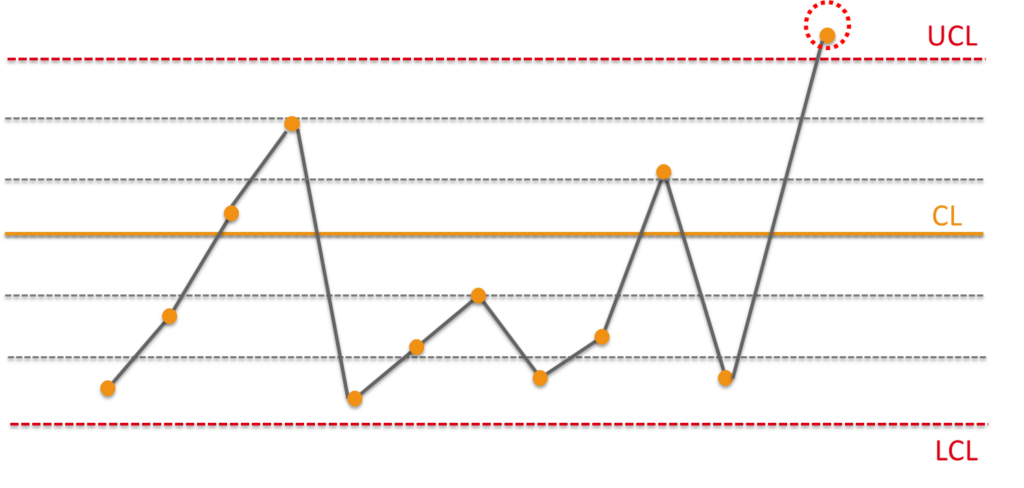
管理図とは、工程が安定しているかどうかを確認するためのグラフです。
中心線(CL)を基準に、上側管理限界(UCL)と下側管理限界(LCL)を設定し、その範囲内でデータが推移しているかを確認します。
管理限界内にデータが収まっていても、特定のパターンが出ている場合には異常と判定することがありますが、最もわかりやすい異常は「管理限界外れ」です。
管理限界外れが起きたということは、工程に何らかの特別原因が発生した可能性が高いことを意味します。
管理限界外れの理由は基本的に2つだけ

今まで安定していた工程において、突然管理限界外れが起きる理由は、数理的に考えると基本的に以下の2つしかありません。
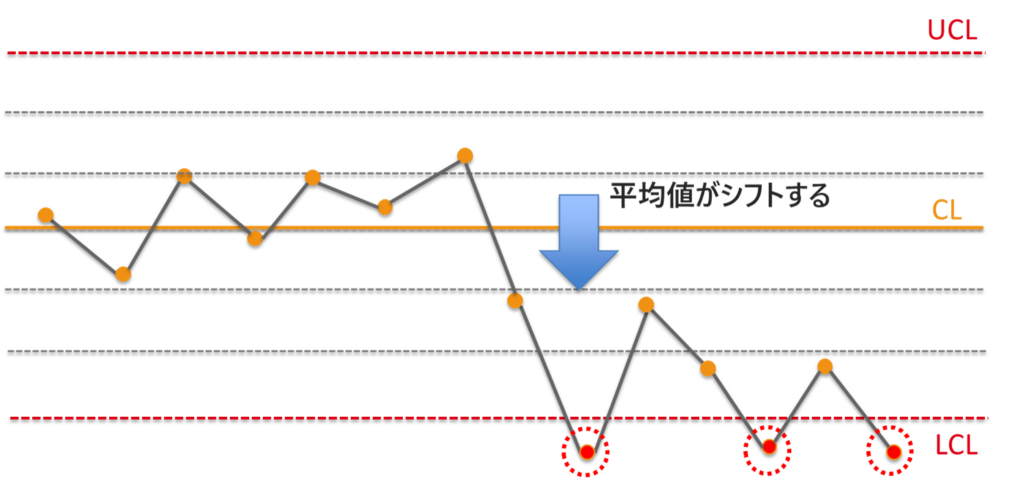
・データの平均値がシフトした
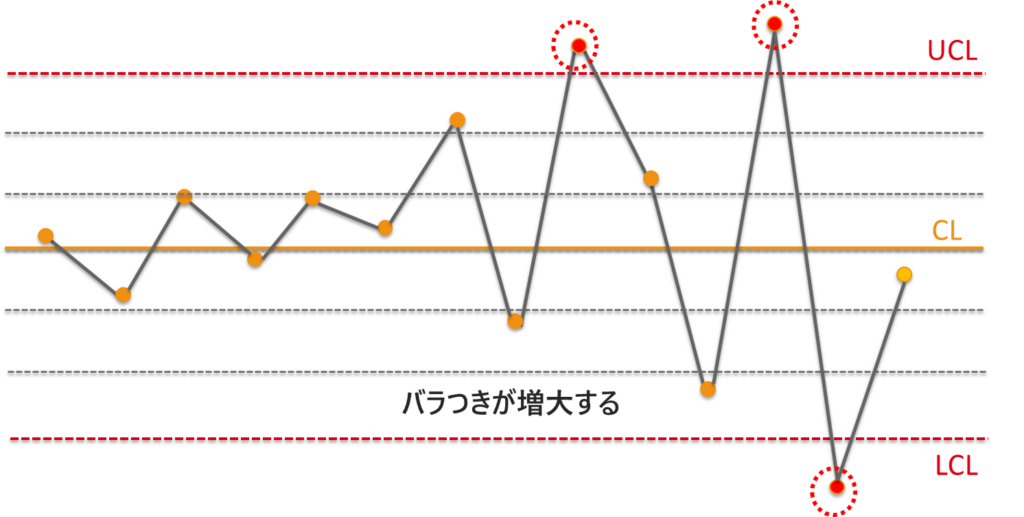
・バラつきが増大した
管理限界外れが頻発した場合は、まずこの2つのどちらに該当しているかを確認することが重要です。
なぜなら、平均値がシフトした場合と、バラつきが増大した場合では、次に打つべき対策が大きく異なるためです。
🚫平均値がシフトした場合の対処方法
平均値のシフトによって管理限界外れが起きた場合、工程条件のどこかが「別の状態」に変化している可能性があります。
例えば、これまで100付近で安定していた測定値が、突然105付近で安定するようになった場合は、工程平均がシフトしたと考えられます。
◆STEP1:変化点を明確にする
まず最初に行うべきことは、「いつから平均値が変わったのか」を明確にすることです。
管理図を見ながら、以下を確認します。
・どのLotから変化したか
・どの日付、どの時間帯から変化したか
・どの設備、ライン、作業者のタイミングで変化したか
この変化点を明確にすることで、原因候補を大きく絞ることができます。
◆STEP2:変化点前後で変わった重要因子を洗い出す
次に、変化点の前後で何が変わったのかを整理します。
平均値のシフトに寄与しやすい項目としては、以下が挙げられます。
| 重要因子 | 具体例 |
|---|---|
| 材料ロット | 原材料の切り替え、仕入先変更 |
| 部品ロット | 部品メーカー変更、ロット差 |
| 作業者 | 担当者変更、経験差 |
| 測定器 | 測定器変更、校正ズレ |
| 試薬 | 試薬ロット変更、劣化 |
| 設備条件 | 温度、圧力、速度設定変更 |
| 治具 | 治具交換、摩耗、ズレ |
| 加工条件 | 切削条件、時間、回転数変更 |
| プログラム変更 | ソフト更新、条件変更 |
| 設備メンテナンス | 部品交換、点検後の設定変更 |
| 検査条件 | 測定位置、判定条件変更 |
| 温度、湿度などの環境条件 | 季節変動、空調異常 |
実務では「変化点前後で何が変わったか」を一覧化すると整理しやすくなります。
◆STEP3:簡単な比較試験で原因を絞り込む
原因候補が見つかったら、簡単な比較試験を行って、本当にその因子が原因かを確認します。
例えば以下のような試験が考えられます。
・旧ロット材料と新ロット材料を比較する
・作業者Aと作業者Bで同じ条件のサンプルを作る
・測定器を交換して再測定する
・設備条件を変更前に戻して確認する
このとき重要なのは、「一度に複数条件を変えないこと」です。
一度に複数因子を変更すると、どれが真因かわからなくなってしまいます。
実務的には一元配置分散分析などの統計解析手法をお勧めします。
◆STEP4:標準化して再発防止する
原因が特定できたら、再発防止のために標準へ落とし込むことが重要です。
具体的には以下のような対応を行います。
・作業要領書を改訂する
・設備条件を標準値として固定する
・材料ロット変更時の確認項目を追加する
・変更点が発生した際の承認フローを整備する
原因を見つけるだけで終わらず、「同じことが二度と起きない仕組み」にすることが重要です。
🚫バラつきが増大した場合の対処方法
バラつきが増大した場合は、平均値は大きく変わっていなくても、データの散らばりが大きくなり、管理限界外れが発生しやすくなります。
例えば、平均は100のままでも、これまで98〜102に収まっていたデータが、95〜105まで広がるようになった場合は、バラつきが増大している状態です。
◆STEP1:バラつきが増大したタイミングを明確にする
まずは、いつからバラつきが大きくなったのかを確認します。
・どのLotからバラつきが増えたか
・どの日から増えたか
・どの設備、作業者で発生しているか
・特定時間帯だけで起きていないか
平均値のシフトと同様に、変化点を特定することが重要です。
◆STEP2:バラつき増大に寄与する因子を洗い出す
バラつき増大の原因としては、以下のようなものがあります。
| バラつき増大要因 | 具体例 |
|---|---|
| 力量不足の作業者の加入 | 経験不足による作業差、手順のばらつき |
| 測定器の不具合 | センサー異常、校正ズレ、故障 |
| 測定誤差の増大 | 測定者ごとの差、測定位置のズレ |
| 設備のガタ、摩耗 | 部品摩耗、振動増加、軸ブレ |
| 治具のズレ | 固定位置ズレ、摩耗、締付不足 |
| 材料や部品の品質ばらつき | ロット差、仕入先差、材質差 |
| サプライヤー側でのトラブル | 製造条件変更、品質異常、輸送ダメージ |
| 温度、湿度の変動 | 季節差、空調異常、昼夜差 |
| 清掃不足 | 粉塵付着、異物混入、汚れ蓄積 |
| 設備の経時劣化 | 長期使用による性能低下、部品寿命 |
| 複数ライン混在による条件差 | 設備差、設定差、作業者差 |
| 標準作業のばらつき | 手順逸脱、自己流作業、教育不足 |
平均値シフトよりも、バラつき増大の方が原因が複雑なことも多いため、幅広く確認する必要があります。
◆STEP3:簡単な試験で原因を明確にする
バラつき増大が疑われる場合も、簡単な試験を行って原因を切り分けます。
例えば以下のような確認が有効です。
・同一サンプルを複数回測定して測定器のバラつきを確認する
・作業者ごとにデータを分けて比較する
・設備ごと、ラインごとにデータを分けて比較する
・材料ロットごとに分布を比較する
・昼勤と夜勤で差がないか確認する
必要に応じて、ヒストグラム、箱ひげ図、散布図、分散分析などを併用すると、より原因が見えやすくなります。
◆STEP4:標準化して再発防止する
バラつき増大の原因が特定できたら、再発防止策を標準に反映します。
例えば以下のような対策があります。
・作業標準の見直し
・教育訓練の強化
・設備点検頻度の見直し
・測定器校正頻度の見直し
・サプライヤー管理強化
バラつきは放置すると徐々に悪化していくことも多いため、早めに対応することが重要です。
管理限界外れが起きたときにやってはいけないこと

管理限界外れが起きた際、焦って対応すると、かえって原因がわからなくなることがあります。
以下のような行動は避けましょう。
・原因を確認せずに設備条件を複数変更する
・異常データを勝手に削除する
・測定ミスと決めつける
・根拠なく「たまたま」と判断する
異常が出たときほど、事実を整理しながら冷静に原因を切り分けることが大切です。
特に、このような異常が出た際はヒューマンエラーを疑いたくなりますが、客観的根拠にのっとって網羅的に原因を追究する必要があります。
まとめ
管理図は工程の安定性を見るための重要なツールです。
しかし、多くの技術者は「管理図を導入しただけ」で満足してしまい、異常が起きた後の対応まで十分に考えられていません。
管理限界外れが起きた際は、まず以下の2つのどちらかを考えることが重要です。
・平均値がシフトした
・バラつきが増大した
そのうえで、変化点を特定し、前後で変わった因子を洗い出し、簡単な試験で原因を確認し、最後に標準化まで行うことが重要です。
異常時の対応まで頭に入れておくことで、管理図を「ただ見るだけのグラフ」ではなく、「工程改善につながる武器」として活用できるようになります。

Excelで管理図を柵瀬宇する方法について詳しく解説!

管理図を使った高度テクニック_異常を早期発見する8つの判定ルールについてわかりやすく解説!
また、Excel分析・統計解析のご相談をココナラで受け付けています。
「このデータどう見ればいい?」
「Cpkや管理図を実務で使いたい」
といった内容も対応可能です。
・製造業・品質管理の実務目線でサポート
・分析代行/解釈のアドバイスどちらもOK
・見積もり・相談は無料です
ご興味のある方は、記事サイドバーのリンクからお気軽にご相談ください。