

はじめに
我々技術者は、母集団から標本(サンプル)を取り出し、そのデータをもとに各種統計解析を行うことで、母集団全体の状態を推定しています。
本来であれば、母集団すべてを調査できれば理想ですが、現実には時間やコストの制約があり、すべてを測定することは困難です。そのため、多くの場合は母集団の一部をサンプリングし、その結果から全体を推定する方法が取られます。
しかし、このとき無視できないのが「誤差」です。特に重要なのが、
・サンプルの取り方によって生じるサンプリング誤差
・測定そのものに起因する測定誤差
です。
サンプリング誤差は、母集団から一部だけを抜き取る以上、完全に避けることはできません。また、測定誤差も、測定器や測定者、測定条件などによって必ず発生します。そのため、統計解析を正しく行うためには、「どのような誤差があるのか」を理解しておくことが非常に重要です。
この記事では、サンプリング誤差と測定誤差の違い、測定誤差を生む要因、さらに異常原因と偶然原因の考え方について、体系的に分かりやすく解説します。
サンプリング誤差と測定誤差
誤差にはさまざまな種類がありますが、大きく分けると「サンプリング誤差」と「測定誤差」の2つがあります。
まずは、この2つの違いを整理しておきましょう。
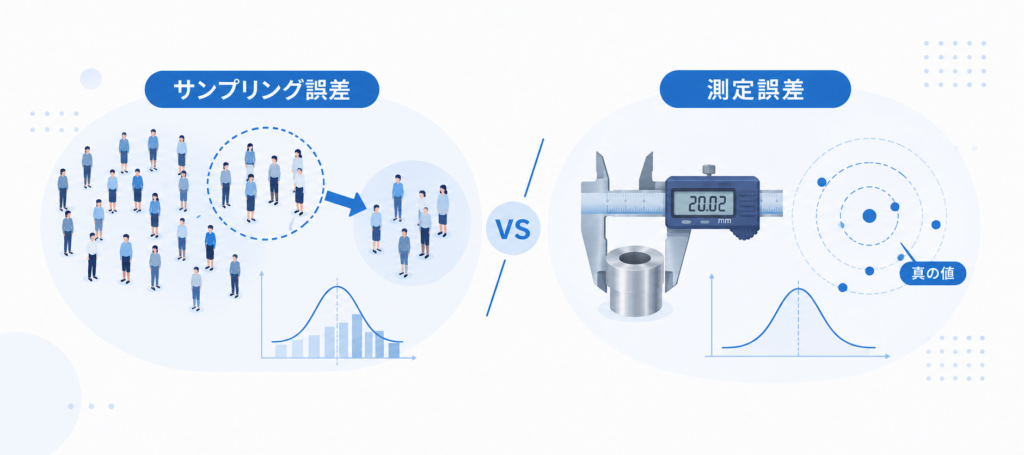
◆サンプリング誤差
サンプリング誤差とは、母集団から一部だけを抽出することによって発生する誤差です。同じ母集団から何度もサンプリングを行ったとしても、毎回同じサンプルが得られるわけではありません。
そのため、サンプルごとに平均値や標準偏差、不良率などに差が生じます。これがサンプリング誤差です。
たとえば、ある工場で製品10000個の平均重量を知りたいとします。しかし、10000個すべてを測定するのは大変なので、ロットごとに100個ずつランダムに取り出して平均を求めます。
このとき、取り出したロットの100個が変われば平均値も少しずつ変わります。
| サンプル回数 | サンプル平均 |
|---|---|
| 1回目 | 100.2g |
| 2回目 | 99.8g |
| 3回目 | 100.5g |
このように、同じ母集団であってもサンプルによって結果が変わります。この差がサンプリング誤差です。サンプリング誤差は、サンプル数を増やすほど小さくなる傾向があります。
◆測定誤差
測定誤差とは、測定器や測定者、測定条件などによって発生する誤差です。
たとえ全く同じ部品を何度も測定したとしても、その都度まったく同じ値になるとは限りません。
事例として、ある部品の本当の長さが50.00mmだったとしても測定結果は、
| 測定回数 | 測定結果 |
|---|---|
| 1回目 | 49.98mm |
| 2回目 | 50.01mm |
| 3回目 | 50.03mm |
のように少しずつ異なることがあります。これは、測定器の分解能、測定者の読み方、測定位置のズレ、温度変化などの影響を受けるためです。
このような測定そのものに起因する誤差を、測定誤差と呼びます。
測定誤差について
測定誤差は、次の式で表すことができます。
測定値 = 真値 + 誤差
つまり、私たちが普段見ている測定値には、必ず何らかの誤差が含まれているということです。
この誤差を理解するためには、「正確さ」「精密さ」「精度」という3つの考え方を整理しておくことが重要です。
| 名称 | 意味合い |
|---|---|
| 正確さ | 測定値が真の値にどれだけ近いか |
| 精密さ | 繰り返し測定したときにどれだけ値が揃うか |
| 精度 | 正確さと精密さを総合した良さ |
測定誤差を生む「かたより」と「ばらつき」とは?
測定誤差は、大きく分けると「かたより」と「ばらつき」の2種類に分けられます。
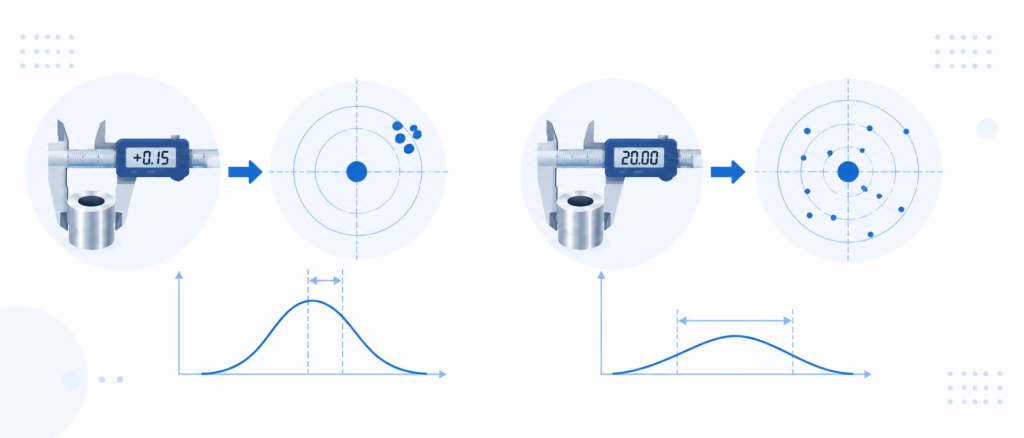
◆かたより
かたよりとは、測定値が全体的に真の値からズレている状態を指します。
たとえば、本当は50.00mmなのに、いつ測っても50.20mm前後になる場合は、測定器にかたよりがあると考えられます。このようなかたよりは、
・測定器の校正不良
・測定方法の間違い
・測定位置のズレ
・測定者のクセ
などによって発生します。
◆ばらつき
ばらつきとは、同じものを何度測っても測定値が一定にならない状態を指します。
たとえば、50.00mmの部品を何度も測ると、
| 測定回数 | 測定結果 |
|---|---|
| 1回目 | 49.95mm |
| 2回目 | 50.02mm |
| 3回目 | 50.07mm |
のように毎回少しずつ値が変わることがあります。これの系統的な傾向のない値の上下動が”ばらつき”です。ばらつきが大きいと、測定結果が安定せず、工程の状態を正しく判断しにくくなります。
測定誤差の原因「異常原因」と「偶然原因」とは?
ばらつきには、さらに「偶然原因」と「異常原因」があります。
◆偶然原因
偶然原因とは、日常的に発生する小さなばらつきのことです。
たとえば、以下の事項が該当します。
・室温のわずかな変化
・測定者の微妙な違い
・材料の個体差
・測定器のわずかな誤差
これらは完全には避けられず、工程が正常でも発生します。
◆異常原因
異常原因とは、通常とは異なる大きなばらつきを発生させる原因のことです。
たとえば、以下の事項が該当します。
・測定器の故障
・測定条件の変更
・測定者のミス
・設備異常
・材料不良
異常原因が発生すると、測定値が急に大きく変わったり、特定方向に偏ったりします。
このような異常は、管理図などを使って早期に発見することが重要です。

Excelで管理図を柵瀬宇する方法について詳しく解説!
まとめ
統計解析では、母集団すべてを調べることが難しいため、標本(サンプル)を使って母集団を推定します。しかし、その際には必ず誤差が発生します。
特に重要なのは、
・サンプリング時に発生するサンプリング誤差
・測定時に発生する測定誤差
の2つです。
また、測定誤差は、「かたより」と「ばらつき」に分けられ、さらにばらつきは、「偶然原因」と「異常原因」に分類できます。
統計解析を正しく使うためには、単に計算結果を見るだけでなく、「どのような誤差が含まれているか」を理解することが非常に重要です。
誤差の考え方を理解できるようになると、管理図や工程能力指数、回帰分析などの結果も、より正しく解釈できるようになります。
測定システムの妥当性評価MSAについてわかりやすく解説!(最初に読みたい)

統計解析の超基本概念「母集団と標本」についてわかりやすく解説!(最初に読みたい)
また、Excel分析・統計解析のご相談をココナラで受け付けています。
「このデータどう見ればいい?」
「Cpkや管理図を実務で使いたい」
といった内容も対応可能です。
・製造業・品質管理の実務目線でサポート
・分析代行/解釈のアドバイスどちらもOK
・見積もり・相談は無料です
ご興味のある方は、記事サイドバーのリンクからお気軽にご相談ください。