

はじめに
モノづくりの現場では、複数の部品寸法を組み合わせる場面がよくあります。
例えば、正規分布に従う次のような2つの部品があるとします。
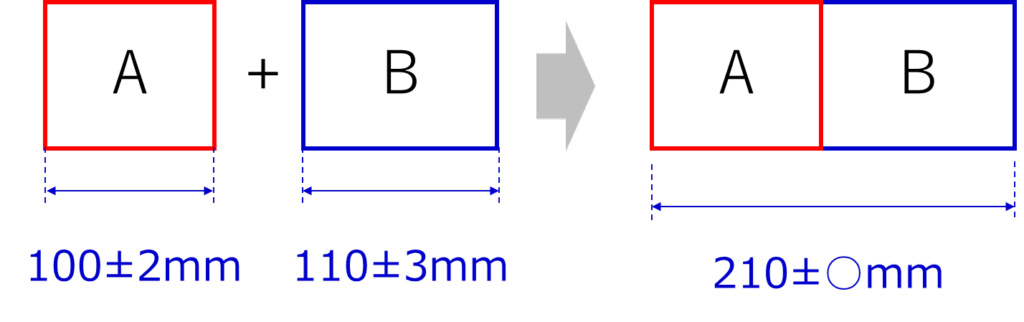
- 部品A:平均100mm、標準偏差2mm
- 部品B:平均110mm、標準偏差3mm
この2つを組み合わせた製品の全長を考えると、平均値は
100 + 110 = 210mm
となります。平均値は単純に足し算で求められるため、ここは直感的にも分かりやすいでしょう。
しかし、問題は「標準偏差」です。
「2mm + 3mm = 5mm」と単純に足してしまいたくなりますが、実はこれは誤りです。
標準偏差はそのまま足し算してはいけません。
正しくは、一度「分散」に直してから足し合わせ、最後に平方根を取る必要があります。
この記事では、分散の加法性の考え方と、実際の計算方法、Excelでの求め方まで分かりやすく解説します。
分散の加法性とは?

分散の加法性とは、独立した2つのばらつきを合成するとき、標準偏差ではなく「分散」を足し合わせるという考え方です。
標準偏差をそのまま足すのではなく、次の手順で計算します。
| STEP | 計算内容 |
|---|---|
| ① | 標準偏差を2乗して分散にする |
| ② | 分散同士を足し合わせる |
| ③ | 最後に平方根を取って標準偏差に戻す |
標準偏差が
・部品A:2mm
・部品B:3mm
の場合、分散はそれぞれ
・部品A:2² = 4
・部品B:3² = 9
です。ここで分散を足し合わせると
4 + 9 = 13
となります。最後に平方根を取ると、全体の標準偏差は
√13 ≒ 3.61mm
が得れます。これが分散の可能性により得られた正しい標準偏差です。
単純に足し算してしまうと5mmになりますが、実際は約3.61mmです。
(ばらつきを過大評価することに繋がってしまいます。。。)
◆計算式
足し算の場合の標準偏差は、次の式で求めます。
また、引き算の場合でも考え方は同じです。
例えば、隙間やクリアランスのように
部品A − 部品B
で管理するケースでも、標準偏差は引き算になりません。
引き算であっても、分散は足し算になります。
これが「分散の加法性」と呼ばれる理由です。平均値は足し算・引き算に応じて変わりますが、ばらつきは必ず分散で足し合わせます。
実際に計算してみる

① 部品寸法を足し合わせるケース
部品Aと部品Bの寸法を足し合わせて、部品Cの全長を管理するケースを考えます。
(こちらは先ほどの事例のケースです)
・部品A:平均100mm、標準偏差2mm
・部品B:平均110mm、標準偏差3mm
このとき、平均値は
100 + 110 = 210mm
です。
また、標準偏差は
√(2² + 3²) = √(4 + 9) = √13 ≈ 3.61mm
となります。したがって、完成品の寸法は
210 ± 3.61mm
程度のばらつきを持つことになります。
② 引き算になるケース
次に、正規分布に従うふたつの部品AとBを下図のように組み合わせるケースを考えます。
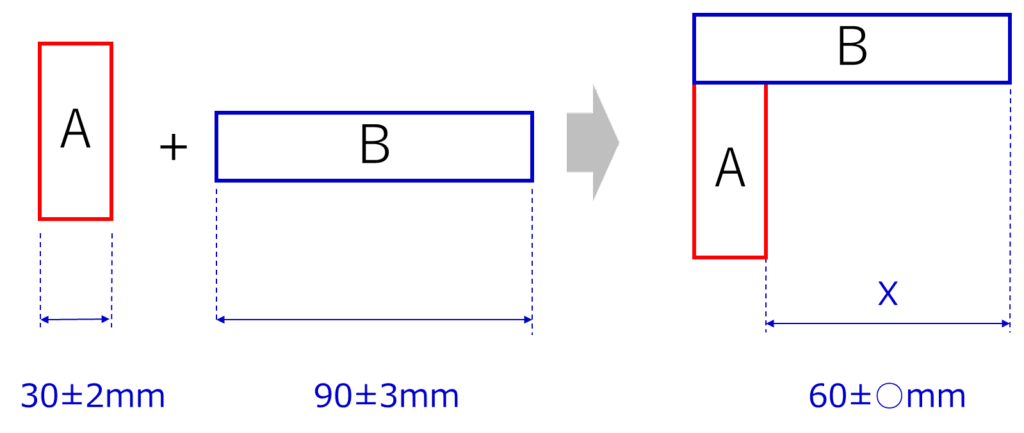
・部品A:平均30mm、標準偏差2mm
・部品B:平均90mm、標準偏差3mm
これらの部品を上図のように組み合わせると、区間Xの平均値は
90 − 30 = 60mm
と計算により得ることができます。
ここで標準偏差は、”分散の加法性”を用いるため
√(2² + 3²) = √(4 + 9) = √13
≈ 3.61mm
となります(組み合わせる形状は異なりますが、バラツキを示す標準偏差は同じなんですね!)。
※引き算なのに、標準偏差は足し算になる点が重要です。
Excelでやってみよう
Excelでは、標準偏差を直接足し算せず、次のように入力します。
ここでは「どの関数を用いるか」「関数の組み方」について詳しく解説します。
◆足し算の場合
標準偏差が
・A1セル:2
・A2セル:3
に入っている場合、合体後の標準偏差は以下の関数で求められます。
で求められます。
また、計算結果は
3.605551
となります。
◆引き算の場合
引き算のケースでも、式は同じです。(分散に直して足し算するだけですからね)
平均値は引き算でも、標準偏差は必ず足し算になるためです。
そのため、Excelでは「足し算」「引き算」で標準偏差の式を変える必要はありません。
なぜモノづくりの現場で必要なのか?
「分散の」加法性は、寸法公差の積み上げや、組立時のばらつき評価で非常によく使われます。
例えば、複数の部品を組み合わせたときに
・全長が規格内に収まるか
・穴とシャフトの隙間が不足しないか
・組立後に干渉しないか
・バラつきが最終品質にどのくらい影響するか
を考える際、各部品のばらつきを合成して考える必要があります。このとき、標準偏差を単純に足してしまうと、実際より過大評価になることがあります。
逆に、ばらつきを無視すると、組立不良や品質トラブルにつながる可能性があります。
現場では「平均値だけ見れば大丈夫」と思いがちですが、本当に重要なのは“ばらつき”です。
分散の加法性を理解しておくことで、より現実に近い品質評価ができるようになります。
まとめ
本記事で伝えた重要ポイントを以下にまとめました。
✅ 平均値はそのまま足し算・引き算できる
✅ 標準偏差はそのまま足してはいけない
✅ 一度分散に直してから足し合わせ、最後に平方根を取る
✅ 足し算でも引き算でも、標準偏差は必ず分散を足し合わせる
✅ Excelでは =SQRT(A1^2+A2^2) で求められる
モノづくりでは、平均値だけでなく「ばらつき」をどう扱うかが重要です。分散の加法性を理解しておくと、寸法の積み上げやクリアランス設計、品質評価がぐっと実践的になります。

基本統計量_平均・分散・標準偏差の意味合いとExcelを用いた計算方法について解説!
品質管理の超基本_工程能力指数Cpkの意味合い、計算方法まで詳しく解説!
また、Excel分析・統計解析のご相談をココナラで受け付けています。
「このデータどう見ればいい?」
「Cpkや管理図を実務で使いたい」
「目的に対してどんな統計手法を用いればよい?」
といった内容も対応可能です。
・製造業・品質管理の実務目線でサポート
・分析代行/解釈のアドバイスどちらもOK
・見積もり・相談は無料です
ご興味のある方は、記事サイドバーのリンクからお気軽にご相談ください。