
はじめに
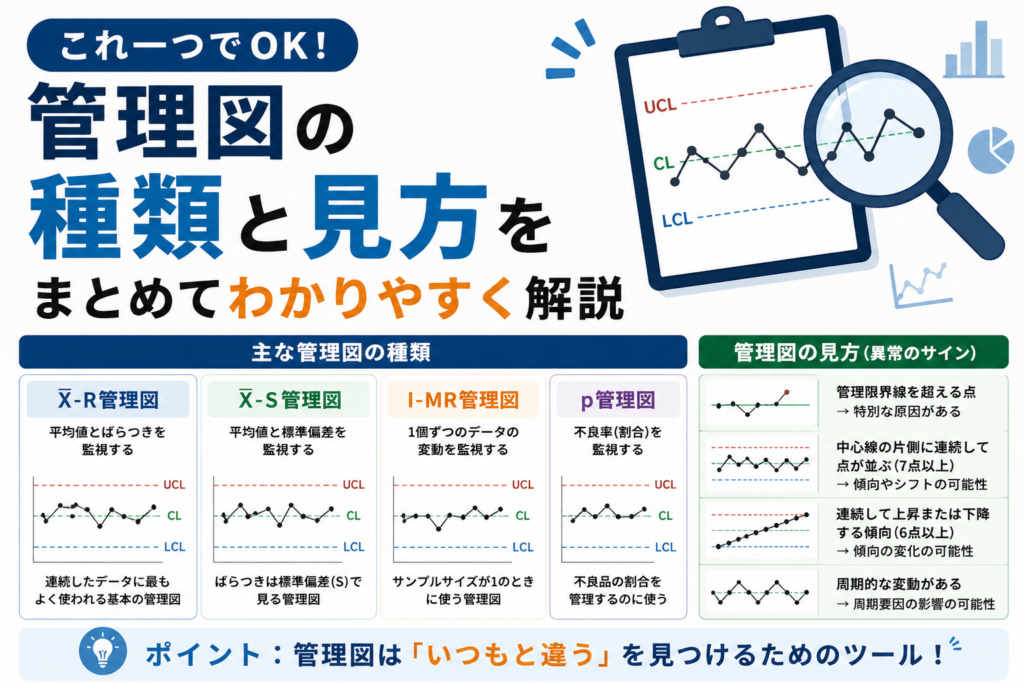
品質管理や工程管理を学び始めると、必ずどこかで出てくるのが 管理図 です。
管理図は、工程が安定しているかどうかを判断するための代表的な手法であり、製造現場だけでなく、さまざまな業務のばらつき管理にも活用されます。
ただ、実際に学び始めると、
・管理図の種類が多くて違いが分かりにくい
・どの管理図を使えばよいのか迷う
・平均を見る図なのか、不良数を見る図なのか整理しにくい
と感じることも多いのではないでしょうか。
そこで今回は、管理図についてまず全体構造を整理し、その後に各管理図を一つずつ確認するという流れでまとめます。
(本ページは管理図の使い分けについて基本的な概念をまとめたものなので、詳しい解説方法については別記事を参照してください。)
まずは管理図を構造で整理する
管理図は、まず大きく次のように分けると分かりやすいです。
管理図の大きな分類
・計量値の管理図
・計数値の管理図
ここが最初の分かれ目です。
計量値の管理図とは?
計量値とは、長さ・重さ・時間・濃度・寸法のように、数値として連続的に測れるデータ です。
たとえば、
| 名称 | 主な単位 |
|---|---|
| 製品の長さ | mm、cm、m |
| 部品の厚み | mm、μm |
| 充填量 | mL、L、g |
| 処理時間 | 秒、分、時間 |
| 温度 | ℃ |
| 圧力 | Pa、kPa、MPa |
などが該当します。
このようなデータに対して使うのが、計量値の管理図です。
代表的な管理図
データの種類や群の大きさに応じて以下の様に分かれます。
① X-bar-R管理図
② X-bar-s管理図
③ Me-R管理図
④ X-Rs管理図(個別値管理図)
計数値の管理図とは?
計数値とは、個数で数えるデータ です。
たとえば、
| 名称 | 事例 |
|---|---|
| 不良品の数 | 1日の不良品数、ロットごとの不良数 |
| 不適合の件数 | 検査で見つかった不適合件数 |
| 傷の数 | 製品表面に見つかった傷の数 |
| 不良率 | 検査数に対する不良品の割合 |
| 欠点数 | 1製品あたりに存在する欠点の数 |
などが該当します。このようなデータに対して使うのが、計数値の管理図です。
代表的な管理図
こちらもデータの種類や群の大きさに応じて以下の様に分かれます。
主に”個数なのか”、”比率なのか”で分類される形です。
① np管理図
② p管理図
③ c管理図
④ u管理図
管理図使い分け早見表
管理図は「計量値か計数値か」「何を見たいか」「サンプルサイズや検査条件はどうか」で使い分けます。まずは下の早見表で全体像をつかむのがおすすめです。
以下に一目でわかる形で、早見表を掲載します。
| データの性質 | 見たいもの | サンプルサイズ・条件 | 使う管理図 | ポイント |
|---|---|---|---|---|
| 計量値 | 平均とばらつき | 1群に複数データあり、群サイズが比較的小さい | X-bar-R管理図 | 平均とレンジで管理する代表的な管理図 |
| 計量値 | 平均とばらつき | 1群に複数データあり、群サイズが比較的大きい | X-bar-s管理図 | 平均と標準偏差で管理する |
| 計量値 | 中央値とばらつき | 1群に複数データあり、中央値で見たい | Me-R管理図 | 外れ値の影響を少し受けにくい |
| 計量値 | 個々の値とばらつき | 1回に1データしか取れない | X-Rs管理図 | 個別値管理図。移動範囲でばらつきを見る |
| 計数値 | 不良個数 | 検査個数が毎回一定 | np管理図 | 不良数そのものを見る |
| 計数値 | 不良率 | 検査個数が毎回一定でなくてもよい | p管理図 | 不良の割合を見る |
| 計数値 | 欠点数 | 検査単位が一定 | c管理図 | 一定面積・一定長さ・同一製品あたりの欠点数を見る |
| 計数値 | 単位あたりの欠点数 | 検査単位が一定でない | u管理図 | 単位あたりに換算して欠点数を見る |
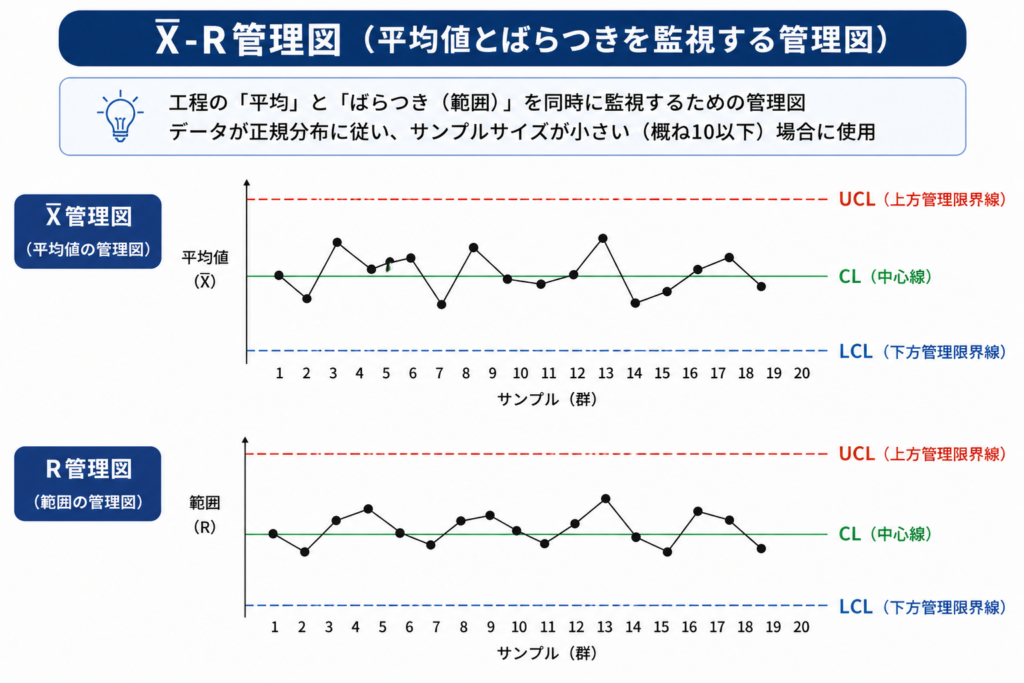
1. X-bar-R管理図
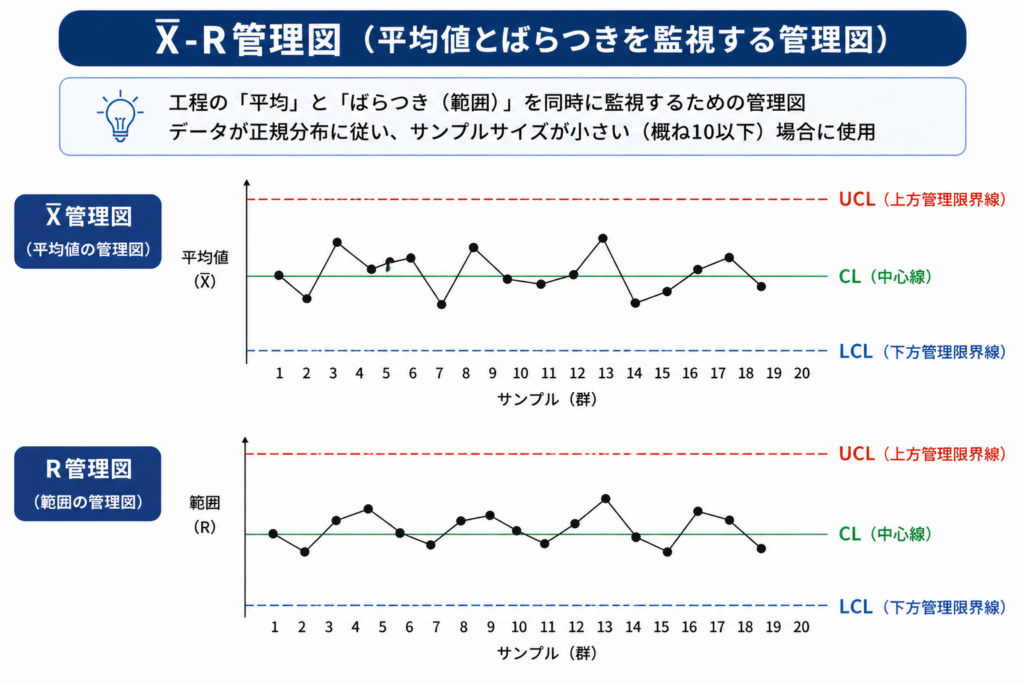
X-bar-R管理図は、もっとも代表的な計量値の管理図です。
製品の長さ、重量、温度、圧力などのように、数値で測定できるデータを管理するときによく使われます。
X-bar-R管理図は、
・X-bar管理図:群の平均を管理する
・R管理図:群内のばらつきを管理する
という2つを組み合わせた管理図です。X-bar管理図では、各群の平均値が時間とともに安定しているかを確認します。一方、R管理図では、群の中でどのくらいデータがばらついているかを確認します。
ここでいうR(レンジ)とは、「最大値−最小値」で求められる値です。つまり、X-bar-R管理図では、「平均の変化」と「ばらつきの変化」の両方を見ることができます。
どんなときに使うか
X-bar-R管理図は、次のような場面で使われます。
| 使用条件 | 内容 |
|---|---|
| データの種類 | 計量値データを扱うとき |
| サンプリング方法 | 複数個を1群としてデータを取るとき |
| サンプルサイズ | 群の大きさが比較的小さいとき |
| 評価目的 | 工程の平均とばらつきを同時に確認したいとき |
一般的には、1群の大きさが2~10個程度の場合によく使われます。
何を見ているか
X-bar-R管理図では、主に次の2つを確認します。
・平均がずれていないか
・ばらつきが急に大きくなっていないか
たとえば、平均値は問題なさそうに見えても、ばらつきだけが急に大きくなっている場合があります。このような状態は、設備の不具合や測定ミス、材料のばらつきなどが原因で起こることがあります。
そのため、平均だけでなく、ばらつきも合わせて確認することが重要です。

Excelで管理図を柵瀬宇する方法について詳しく解説!
2. X-bar-s管理図
X-bar-s管理図も、計量値データに使う代表的な管理図です。
X-bar-R管理図と同じように、「平均」と「ばらつき」をセットで確認する管理図ですが、ばらつきの見方が異なります。
X-bar-s管理図は、
・X-bar管理図:平均を見る
・s管理図:標準偏差を見る
という2つを組み合わせた管理図です。X-bar管理図では、各群の平均値が安定しているかを確認します。
一方、s管理図では、各群の標準偏差を確認し、工程のばらつきが安定しているかを見ます。標準偏差は、データが平均からどの程度広がっているかを表す指標です。
そのため、X-bar-s管理図は「平均の変化」と「ばらつきの変化」の両方を、より丁寧に確認したい場合に使われます。
どんなときに使うか
X-bar-s管理図は、次のような場面で使われます。
| 使用条件 | 内容 |
|---|---|
| データの種類 | 計量値データを扱うとき |
| サンプル条件 | 1群の大きさが比較的大きいとき |
| 評価精度 | ばらつきをより丁寧に評価したいとき |
| ばらつきの表現 | サンプル数が多く、レンジではばらつきを表しにくいとき |
一般的には、1群の大きさが10個以上程度になると、レンジよりも標準偏差を使った方が安定してばらつきを評価しやすくなります。
X-bar-R管理図との違い
X-bar-R管理図では、ばらつきをレンジ(R)で確認します。レンジとは、「最大値−最小値」で求められる値です。一方、X-bar-s管理図では、ばらつきを標準偏差(s)で確認します。
標準偏差は、すべてのデータを使ってばらつきを計算するため、レンジよりも精度よくばらつきを評価できます。特に、群の大きさが大きくなると、レンジだけではばらつきを正確に表しにくくなるため、X-bar-s管理図の方が適しています。
ポイント
覚え方としては、次のように整理すると分かりやすいです。
・小さい群なら X-bar-R管理図
・やや大きい群なら X-bar-s管理図
・より正確にばらつきを見たいなら X-bar-s管理図
特に、サンプル数が多い工程では、X-bar-s管理図の方が実態に合った管理がしやすくなります。
3. Me-R管理図
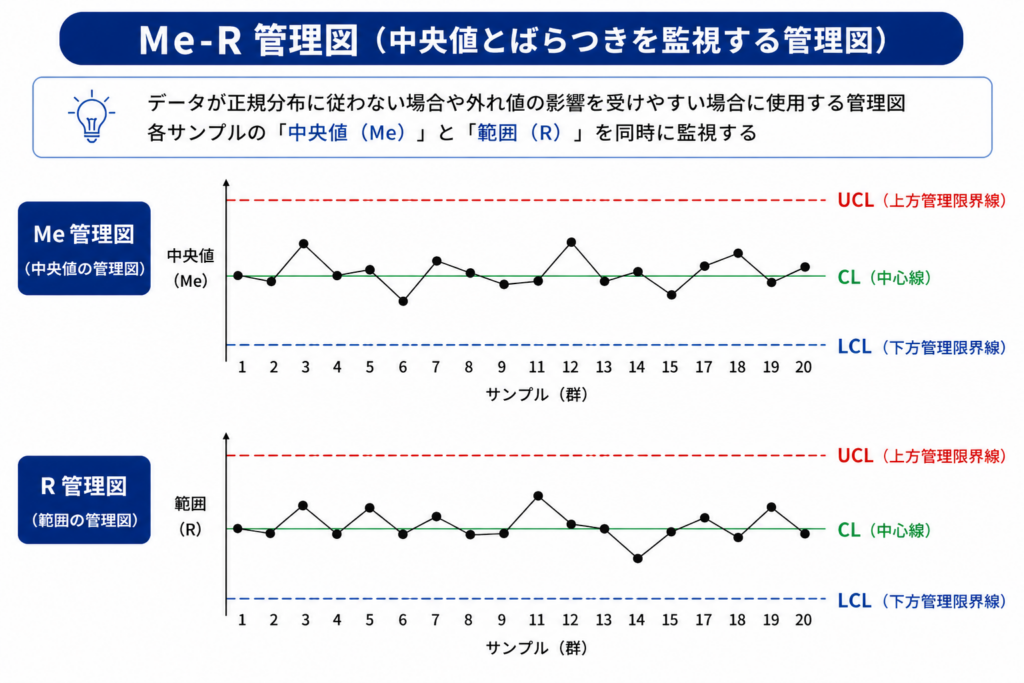
Me-R管理図は、平均ではなく中央値を使って管理する管理図です。
通常のX-bar-R管理図では平均値を管理しますが、Me-R管理図では中央値を使って工程の中心を確認します。
Me-R管理図は、
・Me管理図:群の中央値を見る
・R管理図:群内のばらつきを見る
という2つを組み合わせた管理図です。中央値とは、“データを小さい順に並べたときに真ん中にくる値”のことです。そのため、極端に大きい値や小さい値が一部含まれていても、平均ほど影響を受けにくい特徴があります。
どんなときに使うか
Me-R管理図は、次のような場面で使われます。
| 使用条件 | 内容 |
|---|---|
| 外れ値対策 | 外れ値の影響を少し受けにくくしたいとき |
| 代表値の選択 | 平均より中央値のほうが代表値として適しているとき |
| データの種類 | 計量値データを扱うとき |
| 工程特性 | 一部に極端な値が混ざりやすい工程を管理したいとき |
たとえば、測定ミスや特殊な条件によって、まれに極端に大きい値や小さい値が出る場合があります。そのような場合、平均値は大きく引っ張られてしまいますが、中央値は比較的安定した値を示します。
平均との違い
平均は、すべてのデータを使って計算するため、極端な値の影響を受けやすい特徴があります。一方、中央値は、データの並び順だけを見て中央の値を取るため、外れ値の影響を受けにくい特徴があります。
たとえば、ほとんどの製品が100前後なのに、1つだけ150という極端な値が入った場合、平均は大きく上がります。しかし中央値は、それほど大きく変化しません。
そのため、外れ値が発生しやすい工程では、Me-R管理図の方が実態を把握しやすい場合があります。
ポイント
覚え方としては、次のように整理すると分かりやすいです。
・平均を使うなら X-bar-R管理図
・中央値を使うなら Me-R管理図
・外れ値の影響を避けたいなら Me-R管理図
データに極端な値が混ざりやすい場合は、平均だけでなく中央値も確認してみると、工程の状態をより正しく把握しやすくなり
4. X-Rs管理図(個別値管理図)
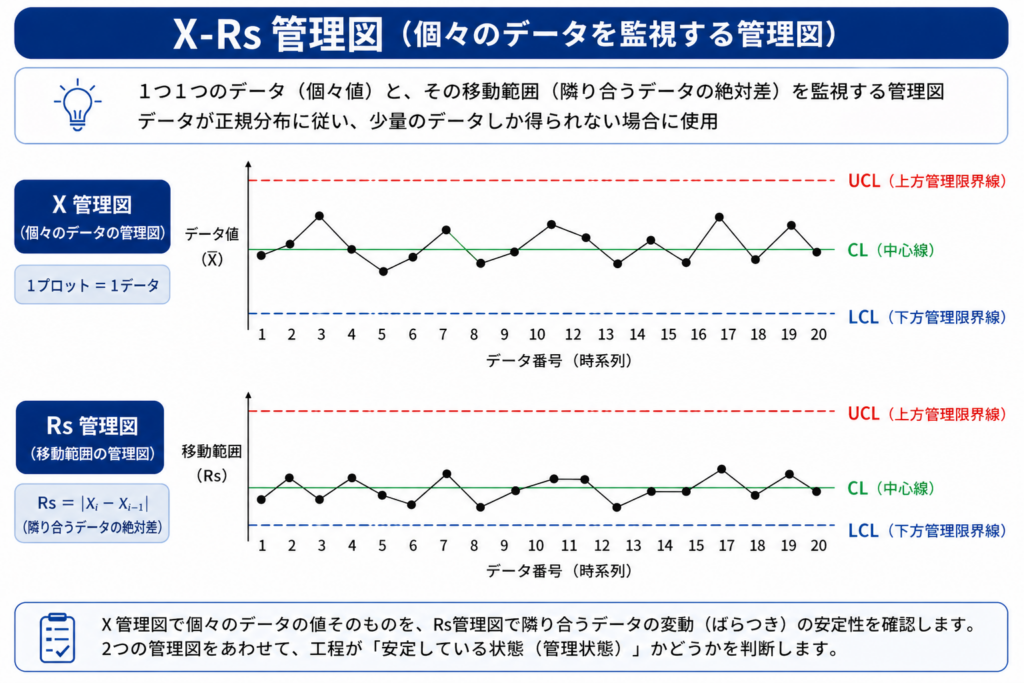
X-Rs管理図は、1回につき1つしかデータが取れないときに使う管理図です。
個別値管理図と呼ばれることも多く、製品を1個ずつしか測定できない工程や、測定に時間やコストがかかる工程でよく使われます。
X-Rs管理図は、
・X管理図:各時点の個別データを見る
・Rs管理図:隣り合うデータ同士の差を見る
という2つを組み合わせた管理図です。ここでのRsとは、「移動範囲(Moving Range)」のことです。移動範囲とは、連続する2つのデータの差の絶対値を表します。
たとえば、ある時点の測定値が100、次の測定値が104であれば、移動範囲Rsは4になります。この移動範囲を使うことで、1個ずつしかデータが取れなくても、工程のばらつきを評価できます。
どんなときに使うか
X-Rs管理図は、次のような場面で使われます。
・各時点で1データしか取れないとき
・破壊検査で連続して複数取れないとき
・測定コストが高いとき
・1個ずつしか測れない工程のとき
・少量生産や試作工程を管理したいとき
たとえば、製品を壊して検査する必要がある場合は、同じタイミングで複数個のデータを集めることが難しくなります。また、高価な製品や測定時間が長い製品では、毎回多くのサンプルを取ることが現実的でないことがあります。そのような場合に、X-Rs管理図が使われます。
通常のX-bar-R管理図との違い
通常のX-bar-R管理図では、複数個を1群として測定し、
・平均
・最大値−最小値
を使って工程を管理します。
一方、X-Rs管理図では、群を作ることができないため、
・各時点の個別値
・前後データの差
を使って管理します。そのため、複数データをまとめて取れない工程では、X-bar-R管理図よりもX-Rs管理図の方が適しています。
ポイント
覚え方としては、次のように整理すると分かりやすいです。
・複数個まとめて測れるなら X-bar-R管理図
・1個ずつしか測れないなら X-Rs管理図
・前後データの差でばらつきを見るのが X-Rs管理図
実務では、意外と「複数個をまとめて測れない工程」は多くあります。そのため、X-Rs管理図は現場でも出番の多い管理図の1つです。
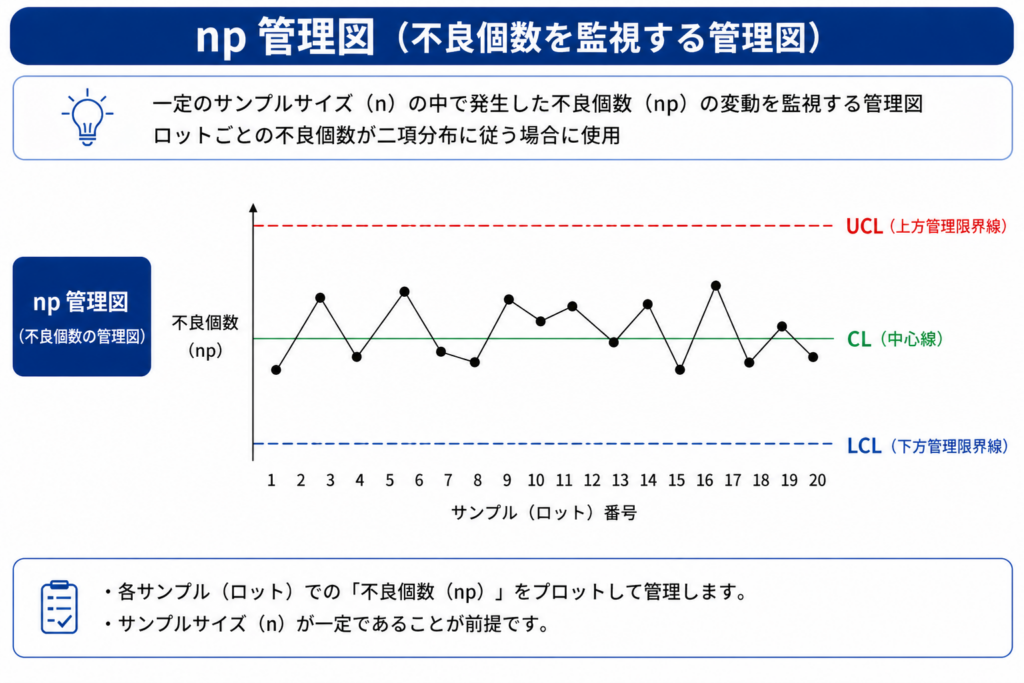
5. np管理図
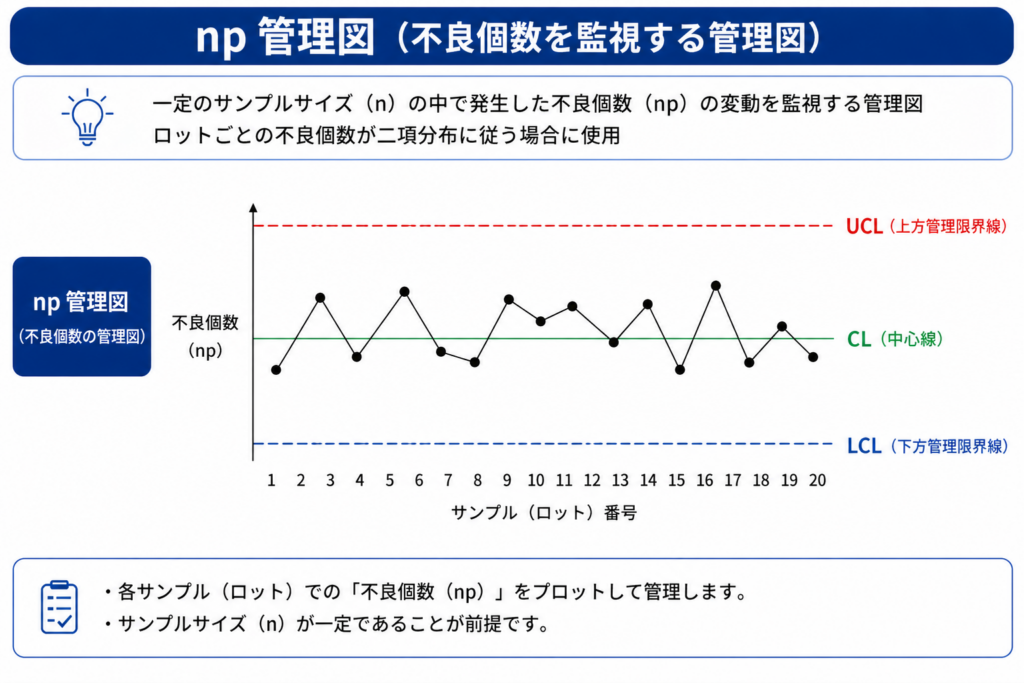
np管理図は、不良個数を管理するための管理図です。「1回の検査で不良品が何個あったか」を時系列で確認したいときに使います。
たとえば、毎回100個ずつ製品を検査し、その中に不良品が何個含まれていたかを管理するような場面で使われます。np管理図では、不良率ではなく「不良品の個数そのもの」を管理します。
どんなときに使うか
np管理図は、次のような場面で使われます。
| 使用条件 | 内容 |
|---|---|
| サンプル条件 | 各群の大きさが一定のとき |
| 評価対象 | 不良率ではなく不良数そのものを見たいとき |
| 運用条件 | 毎回同じ数だけ検査しているとき |
| 比較目的 | 不良品の増減を直感的に把握したいとき |
たとえば、毎日100個ずつ検査している場合、
・1日目:不良2個
・2日目:不良5個
・3日目:不良1個
のように、不良個数をそのまま管理できます。現場としての管理方法としては非常に容易です。
何を見ているか
np管理図では、主に次のような点を確認します。
・1群の中に不良品が何個あるか
・不良個数が急に増えていないか
・工程が安定しているか
・異常な不良発生が起きていないか
もし、普段は不良が2〜3個程度なのに、ある日だけ急に10個以上出た場合は、設備異常や材料不良、作業ミスなどの特別原因が発生している可能性があります。
6. p管理図
p管理図は、不良率を管理するための管理図です。「検査した製品のうち、どのくらいの割合が不良だったか」を時系列で確認したいときに使います。
たとえば、ある日は100個検査し、別の日は200個検査するなど、毎回の検査数が異なる場合でも、不良率として比較できるのが特徴です。p管理図では、不良個数そのものではなく、「不良品の割合」を管理します。
どんなときに使うか
p管理図は、次のような場面で使われます。
| 使用条件 | 内容 |
|---|---|
| 評価対象 | 各群の不良率を見たいとき |
| サンプル条件 | 各群の検査個数が異なっていても扱いたいとき |
| 運用条件 | 毎回の検査数が変わるとき |
| 比較目的 | 異なるロット同士を割合で比較したいとき |
たとえば、
・1日目:100個検査して不良2個
・2日目:200個検査して不良4個
の場合、不良個数は違いますが、不良率はどちらも2%です。このように、検査数が違っていても、割合として公平に比較できるのがp管理図の特徴です。
何を見ているか
p管理図では、主に次のような点を確認します。
・不良品の割合が安定しているか
・不良率が急に高くなっていないか
・工程が安定しているか
・異常な不良発生が起きていないか
もし、普段は不良率が2%前後なのに、ある日だけ急に8%まで上がった場合は、設備異常や材料不良、作業ミスなどの特別原因が発生している可能性があります。
7. c管理図
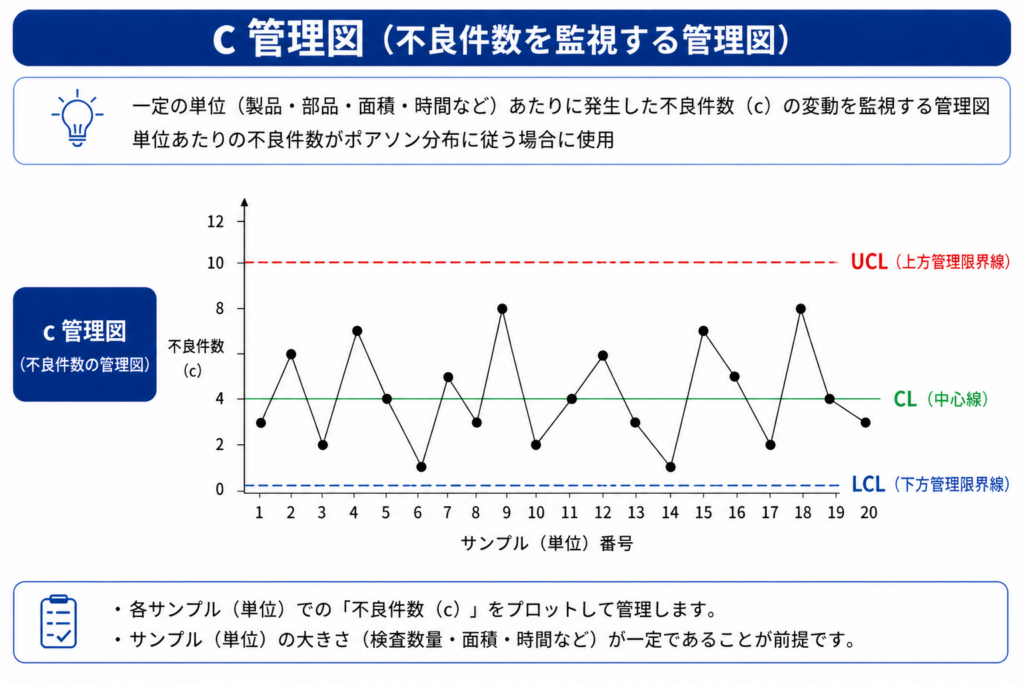
c管理図は、一定対象内の欠点数を管理する管理図です。
ここでいう欠点数とは、「不良品が何個あったか」ではなく、「1つの対象の中に欠点が何個あったか」を表します。
たとえば、1枚の布に傷が3か所あった場合、不良品数は1個ですが、欠点数は3個になります。
c管理図は、このような欠点数を時系列で管理したいときに使われます。
どんなときに使うか
c管理図は、次のような場面で使われます。
| 使用条件 | 内容 |
|---|---|
| サンプル条件 | 検査単位が毎回同じとき |
| 評価対象 | 欠点数を見たいとき |
| 前提条件 | 対象の大きさや長さが一定のとき |
| 比較目的 | 1個あたりの欠点数を比較したいとき |
たとえば、毎回同じサイズの製品、同じ面積の布、同じ長さのケーブルなどを検査する場合に使われます。
何を見ているか
c管理図では、主に次のような点を確認します。
・欠点数が安定しているか
・急に欠点数が増えていないか
・工程が安定しているか
・異常な欠点発生が起きていないか
もし、普段は1個あたり2〜3個程度の欠点なのに、ある日だけ10個以上見つかった場合は、設備異常や材料不良、作業条件の変化などが発生している可能性があります。
8. u管理図
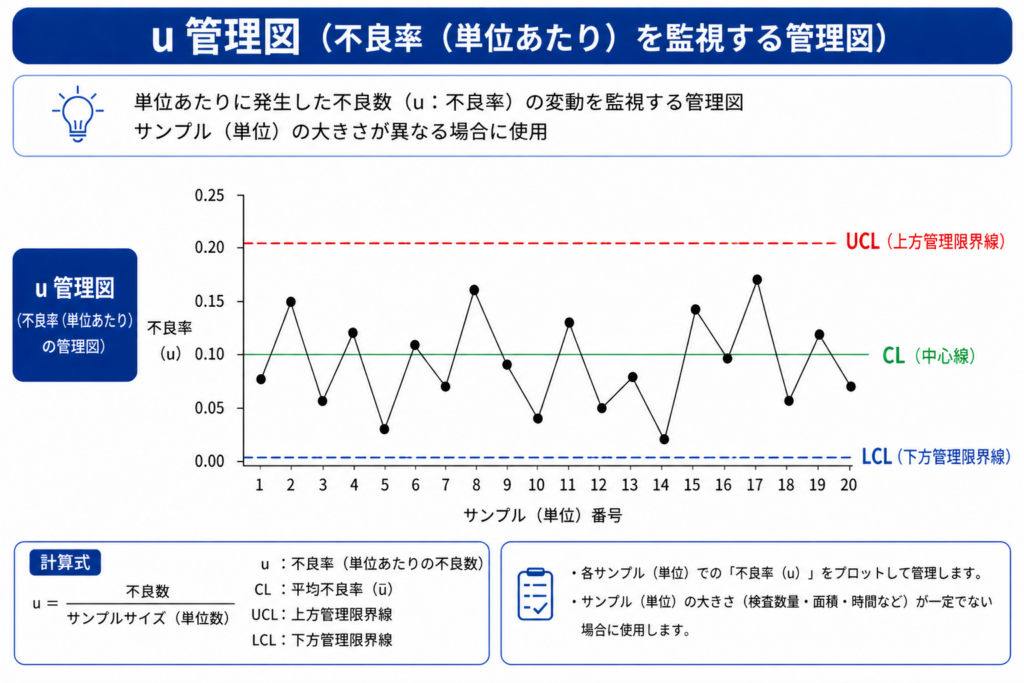
u管理図は、単位当たりの欠点数を管理する管理図です。
c管理図と似ていますが、u管理図は検査対象の大きさや量が毎回異なる場合に使います。
たとえば、毎回検査する面積や長さ、製品サイズが異なると、単純な欠点数だけでは公平に比較できません。そのため、u管理図では「1㎡あたりの欠点数」「1mあたりの傷の数」「1個あたりの不具合数」など、単位当たりに換算して比較します。
どんなときに使うか
u管理図は、次のような場面で使われます。
| 使用場面 | 内容 |
|---|---|
| サンプルサイズが異なる | 検査単位の大きさが毎回異なるとき |
| 欠点の密度で評価 | 単位当たりの欠点数で見たいとき |
| 測定範囲が不均一 | 検査面積や長さが一定でないとき |
| 異なるサイズの比較 | サイズの違う製品を比較したいとき |
たとえば、ある日は10㎡の布を検査し、別の日は20㎡の布を検査した場合、欠点数だけを見ると検査量の多い日の方が欠点数も多くなりやすくなります。そのため、単位当たりの欠点数に換算して比較する必要があります。
また、このように上記のように検査対象の大きさや量が異なる場合でも、公平に比較できるのがu管理図の特徴です。
ポイント
覚え方としては、次のように整理すると分かりやすいです。
・欠点数を単位当たりで見るのが u管理図
・対象サイズが一定でないときに使う
・c管理図は一定、u管理図は一定でない
たとえば、検査面積や製品サイズが毎回少しずつ異なる場合には、単純な欠点数ではなく、単位当たりに直して比較する必要があります。そのような場面で役立つのがu管理図です。
管理図を見るときの注意点
管理図は便利ですが、ただ点が管理限界内に入っていれば安心、というわけではありません。
見るときには次の点も重要です。
⚠連続した上昇や下降がないか
⚠中心線の片側に点が偏っていないか
⚠急なばらつきの増加がないか
⚠工程条件の変化と対応していないか
つまり、1点だけでなく 並び方 も大切です。管理図は「異常点探し」だけでなく、工程のクセや変化の兆候を読む道具 でもあります。
まとめ
管理図は種類が多く見えますが、最初に構造で整理するとかなり分かりやすくなります。
この記事のポイント
・管理図は大きく「計量値」と「計数値」に分かれる
・計量値は、長さや重さなど測るデータに使う
・計数値は、不良数や欠点数など数えるデータに使う
・管理図は、工程が安定しているかを確認するための重要な道具
管理図を理解すると、単なる集計では見えにくい工程の異常や変化の兆候をつかみやすくなります。
そして何より大事なのは、まずデータの種類を見て、適切な管理図を選ぶことです。
ここが整理できると、管理図全体がかなり分かりやすくなります。
また、誤った管理図を選択したことによる誤判定などを減らすことになります
あわせて読みたい

統計解析の超基本概念「母集団と標本」についてわかりやすく解説!(最初に読みたい)

管理図を使った高度テクニック_異常を早期発見する8つの判定ルールについてわかりやすく解説!